用途:
适用于各种天然石墨人工合成石墨片,膜的压延
特点
※基本放料形式:整体式放料基座,操作方便,占地空间小。
※放料控制系统:采用磁粉式刹车配合张力控制器,实现自动张力控制,节约人工。
※主机传动部分:采用AC变频专用马达搭配变频器作为压延动力传动,各辊速度独立控制,能适应不同厚度产品高效生产,并确保产品质量,节电50-90%。
※辊筒冷却装置:采用旋转接头通入冷却水,使辊筒保持工作温度,确保辊筒寿命和机器精度。
※自动计米装置:采用自动计米装置,并可作两段式长度设定,精确控制压延长度。
机械制造宽度:550mm
最大放料直径:400mm
放料管芯内径:3“
最大滚筒距离:5mm
最小出膜厚度:0.01mm
最大运转速度:15m/min
出膜精度误差:正负0.005mm
a).安装
主机选择合适位置放置后,调节地脚螺丝使其保持水平。
b).接电 接气
主机参照电气原理图标注要求接电源。进线电源接380V-3P+N,线径为6平方为宜。气源气压在5公斤左右为宜。
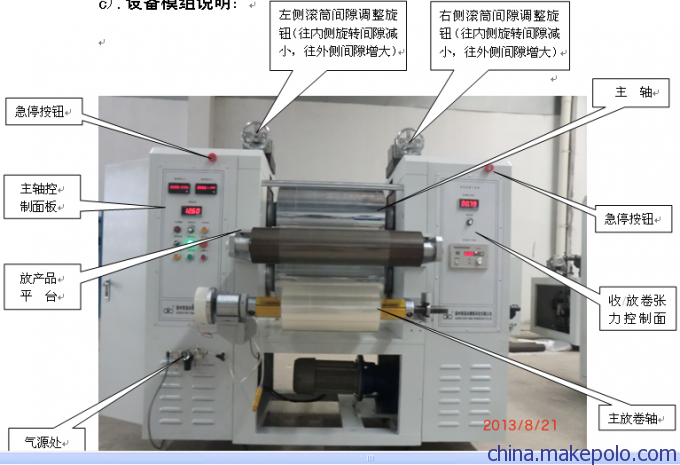

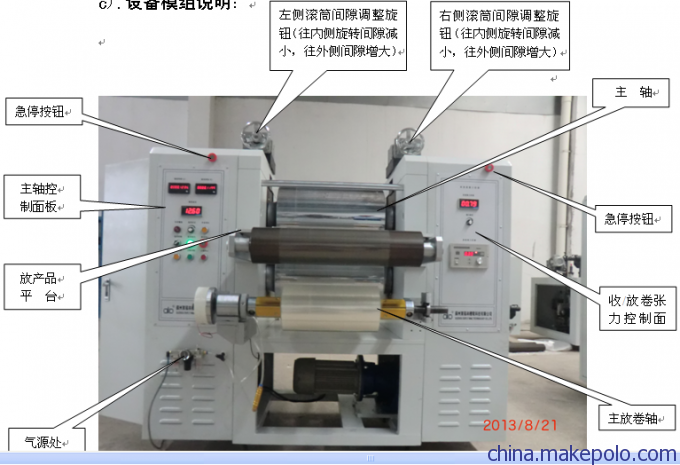
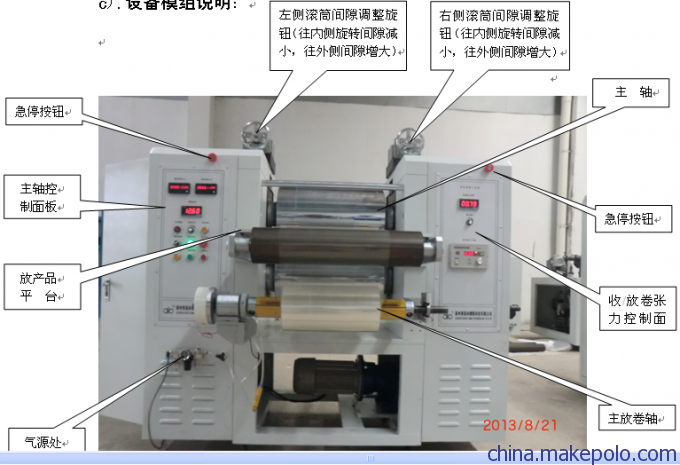
放卷侧
电源开关:控制整机得电与断电
电源指示:显示当前机器状态,当机器上电时指示灯亮,机器断电时指示灯灭。
紧急停止:用于机器出现故障时紧急断电。
寸动反转:按住按钮主轴开始反转。
主轴启动:按下按钮主轴开始旋转。
主轴停止:按下按钮主轴停止旋转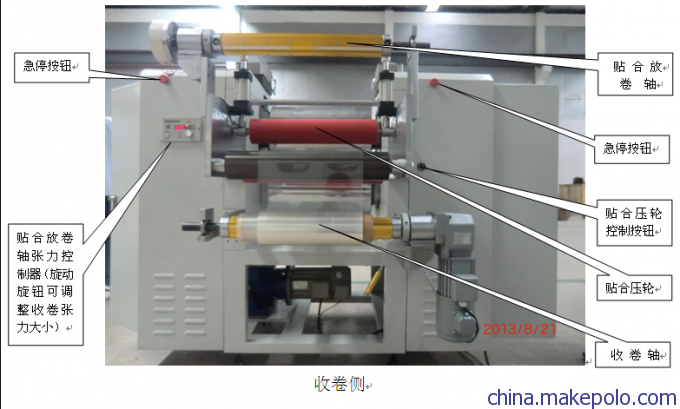
e)开机前的准备
查看各电源是否符合标准,辊筒之间是否有异物,并将辊筒表面擦拭干净,机台表面严谨放置工具及异物,检查零件安装螺丝运输过程中有无松动,配件有无损伤。
f)参数设定
面板上的显示仪表在机器出厂之前已经调整完好,如需改动请参考各仪表使用说明书(附件)。
g)辊距调整
调 距之前应观察两边辊距大小,适当调整单边辊距,待两边辊筒基本平行时再两边一起调整,以免造成单边辊筒辊面碰撞,辊面损伤。严禁在辊筒运转的情况下调整辊
距。调整辊距时应适时观察两边辊距仪表上显示的距离并观察实际辊距。辊距调整最大限度应保持辊距之间留有缝隙,禁止让两辊筒碰在一次,这样会导致辊筒损 伤。
h)运行
辊距调整完成后,按下主轴启动按钮机器开始运行,并根据需要调节辊筒的速度。根据收料膜的张力大小,适当调整张力设定旋钮调节收料张力。放料张力调整方法相同。
i)停机
按下主轴停止按钮主轴停止旋转。
三、注意事项
l1)机器上不能放置任何异物,以免生产过程中不小心掉进辊缝隙中造成辊筒损坏
l2)不能用坚硬物体敲击辊面,不能使用利器清洁辊面,以免损伤辊面
l3)生产过程中应保持手与两辊缝隙之间的距离,出现紧急情况立即停机
l4)生产过程中应穿戴束口衣袖的工作服,以免衣物卷进机器造成人身伤害