型材提高焊角强度解决方案
一、存在问题
非标型材主要问题是焊角强度低、拉伸冲击低
二、问题分析
型材配方选用CPE作为增韧剂,CPE断裂伸长率低,导致制品的韧性较差,易焊角开裂;
填充量高,会降低拉伸强度和断裂伸长率,降低型材的焊角强度及拉伸冲击强度;
塑化不良,相当于增加填充量,降低型材的焊角强度及拉伸冲击强度
三、解决焊角强度低的方案
ACM系列产品具有高的断裂伸长率(ACM断裂伸长率在1500%,市售CPE在700-800%),高的分子量(ACM分子量为60万,CPE分子量为30万),拉伸强度高,提高了制品的韧性,提高了型材的焊角强度及拉伸冲击强度
ACM系列产品接枝了丙烯酸酯类,提高了ACM在PVC基质中的相容性,ACM能够在PVC基质中均匀分散,形成理想的网络结构,提高了型材的韧性;
同时ACM接枝丙烯酸酯,具有良好的加工性能,能够改善塑化,提升焊角强度及拉伸冲击强度;接枝的丙烯酸酯类具有较低的玻璃化转变温度,能够有效地降低ACM产品的玻璃化温度,从而使得ACM较CPE具有更好的低温增韧效果。
四、实验内容
1.配方设计
基料 | 原始配方 | 日科调试 |
PVC(K-65) | 100 | 100 |
复合铅盐稳定剂 | 4.4 | 4.4 |
PE蜡(熔点105-110℃) | 0.35 | 0.35 |
钛白粉 | 5.0 | 5.0 |
轻钙 | 40 | 40 |
硬脂酸 | 0.35 | 0.35 |
CPE | 10 | / |
ACM-PY-2 | / | 7.0 |
3.力学性能测试
检测性能 | 检测条件 | 检测标准 | 空白 | 原始配方 | 日科调试 |
拉伸强度 MPa | 23℃ 10mm/min | GB/T 1040 | 40.3 | 35.1 | 35.7 |
断裂伸长率 % | 23℃10mm/min | GB/T 1040 | 50.63 | 92.1 | 109.9 |
硬度(Shore D) | 23℃ | GB/T 2411 | 84.0 | 82.5 | 82.8 |
4.型材性能比较
| 焊角强度 GB/T 8814-2004 | 拉伸冲击强度 GB/T 13525-1992 |
原始配方 | 3.12 KN | 432.5KJ/m2 |
日科调试 | 3.38 KN | 503.4KJ/m2 |
5.实验结论
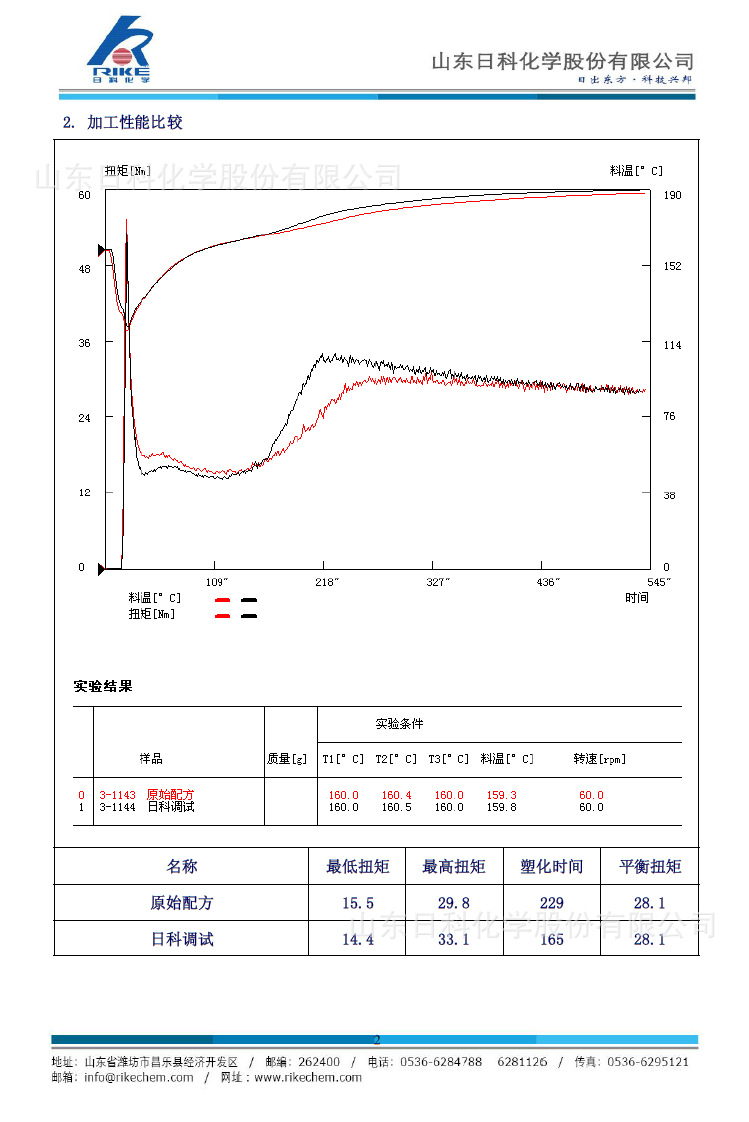
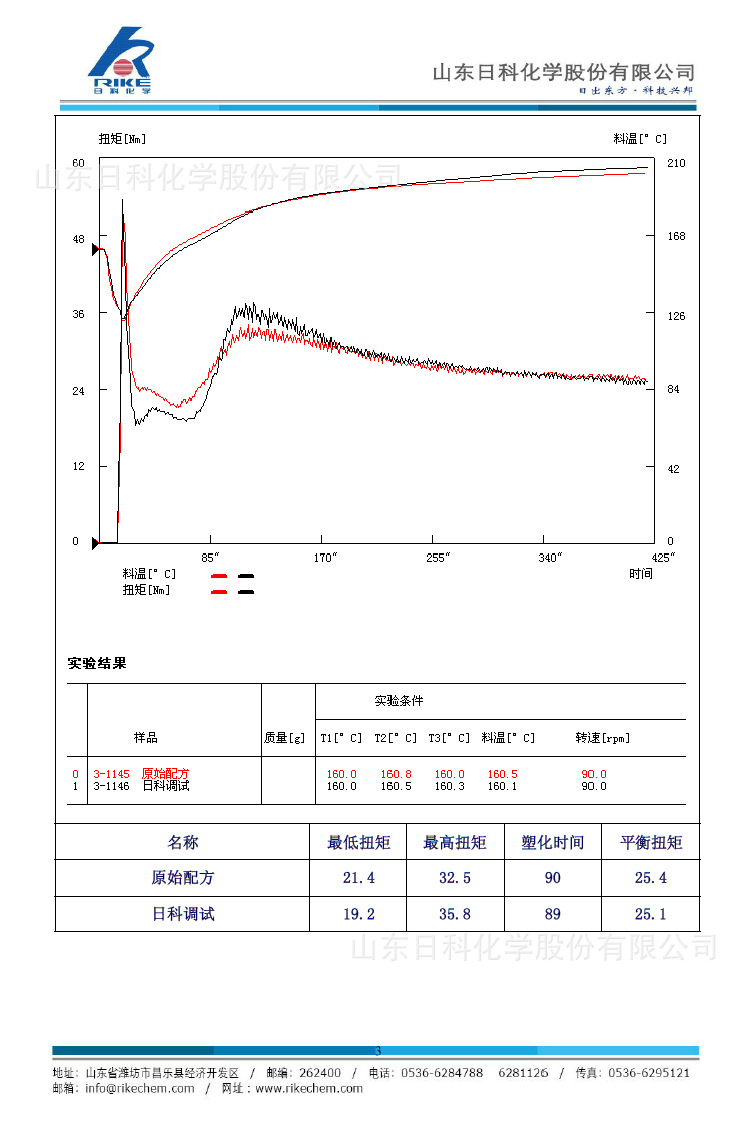
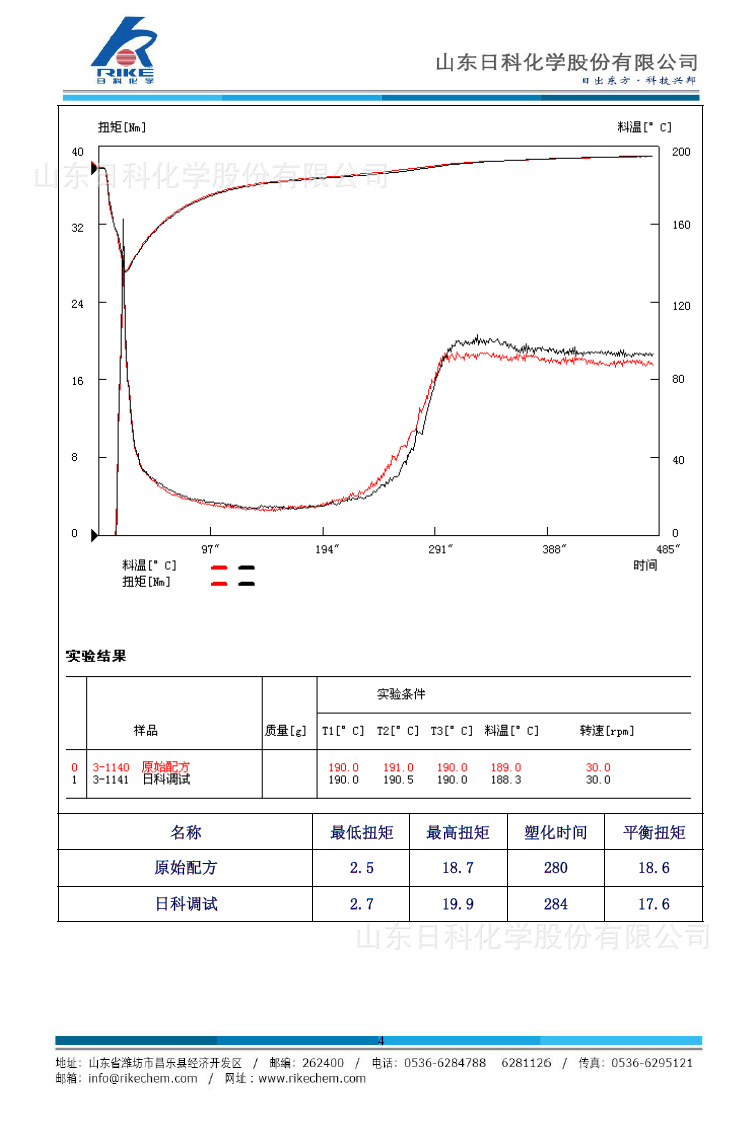
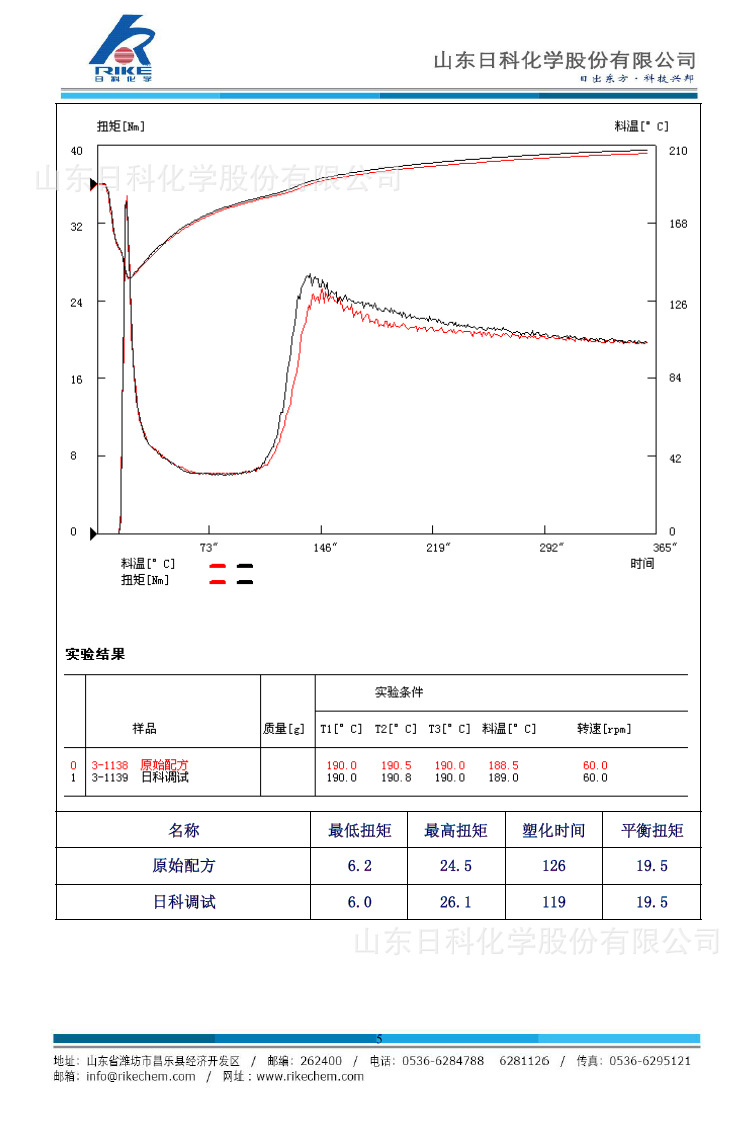
1.通过加工窗口可以看出,日科调试比原始配方塑化快,平衡扭矩高,型材的焊角强度提高。
2.通过力学性能检测可以看出,日科调试拉伸强度与原始配方相比较稍高,同时日科调试的断裂伸长率比原始配方高,型材焊角强度和拉伸冲击强度提高。
3.从型材性能比较上看,日科调试较原始配方的焊角强度与拉伸冲击强度均有所提高
综上所述,日科调试料在替代CPE后,型材的焊角强度与拉伸冲击强度提高
联系我们
董事长助理、管材、型材工程师 高磊 15069612513
董事长助理、板材、木塑工程师 万吉林 15063644636





