头架主轴修理工艺
头架主轴由于其轴颈Φ60+0.008-0.005mm处装滚动轴承,因此不会磨损。最易磨损的是4号莫氏锥孔,前端外圆因与拨盘上的密封圈相摩擦,也极易磨损成一条沟槽。因此,锥孔及前端外圆是主轴修理的重点。主轴的修复是以两轴颈为基准修复4号莫氏锥孔,主轴前端外圆用镀铁方式加大外圆后,再以轴颈为基准修磨主轴前端的外圆至要求。当然在对主轴的轴颈进行检查合格后,方可以此为基准修复其它有关孔和轴上的表面,一般要求两轴颈的同轴度误差在0.003mm以内。具体修理工艺如下:
(1)将主轴放人修复该主轴的磨床上,用卡盘夹紧后端的Φ60+0.008-0.005mm主轴颈,用中心架托着前端的Φ60+0.008-0.005mm主轴颈,用百分表调整前、后主轴颈同轴度误差在0.005mm以内,扳好4号莫氏锥度,磨削锥孔达要求。
(2)用4号莫氏锥度检验塞规在三条母线上涂色对锥孔进行检验(转动检验塞规不能大于60°),修理至符合要求。
(3)将4号莫氏检验棒塞入锥孔内,用百分表对近端和150mm处进行径向圆跳动的检测,若超过精度再进行修磨内孔,直到符合要求为止。
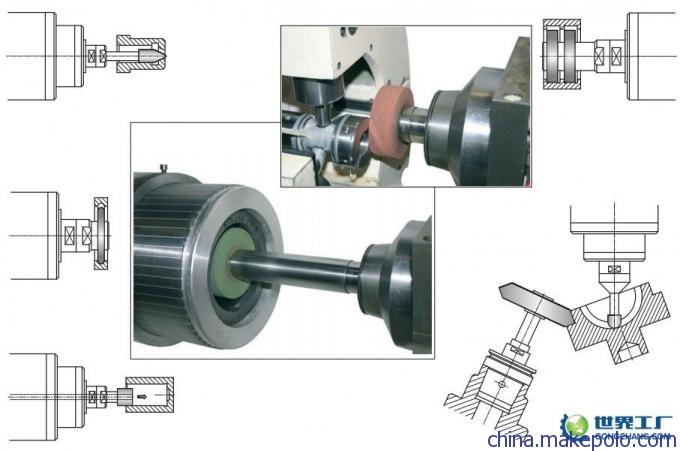
砂轮主轴修复工艺方法
机床拆开后,应认真检查主轴,如主轴无裂痕,仅因长期使用而造成的呈细线状的磨损,则该主轴可以修复使用,如有裂痕则应予以更新。砂轮主轴两个轴颈用修磨的方法修复,利用修整好的中心孔将主轴装上磨床进行精磨,磨掉磨损的痕迹且使表面粗糙度达到Ra0.025μm,同时使圆度和圆柱度误差均合格和接近合格,最后在超精密磨床上,磨至各项精度均合格为止。为了保证l∶5锥面与修复后的轴颈同轴度精度,对1∶5锥面也应进行修复,而且也应消除磨损痕迹。同样,为保证主轴后轴肩端面对轴颈轴线的垂直度要求,应对该轴肩端面进行修磨。在上述修理工艺的保证下,装配后的主轴的轴向窜动、锥面的径向圆跳动误差均应合格。