华菱超硬立方氮化硼刀片BN-K1牌号车削加工肖式硬度为HSD60-HSD80的冷硬铸铁轧辊
车冷硬铸铁轧辊(含无限冷硬铸铁轧辊)此类轧辊时,因轧辊硬度较高,轧辊毛坯一般伴随着气孔,沙眼,包砂等铸造缺陷,对刀片的抗冲击性、耐高温、耐磨损性能要求很高。过去,此类轧辊常用陶瓷刀片加工,刀片容易崩损,目前,加工此类轧辊常用立方氮化硼刀片牌号为BN-K1牌号。此牌号保持了CBN刀片硬度及耐磨性能优异之外,抗冲击韧性较好,不宜崩损,可对轧辊拉荒粗车,是目前最抗冲击的高硬度立方氮化硼刀片牌号。此牌号能承受较大的切削深度,金属切除率高。其常用切削参数如下:以BN-K1牌号HLCBN加工HSD82硬度的高镍铬铸铁轧辊为例:单边切削深度可以达到12mm;走刀量1.5mm/r。
以加工高镍铬合金铸铁轧辊为例(如图)
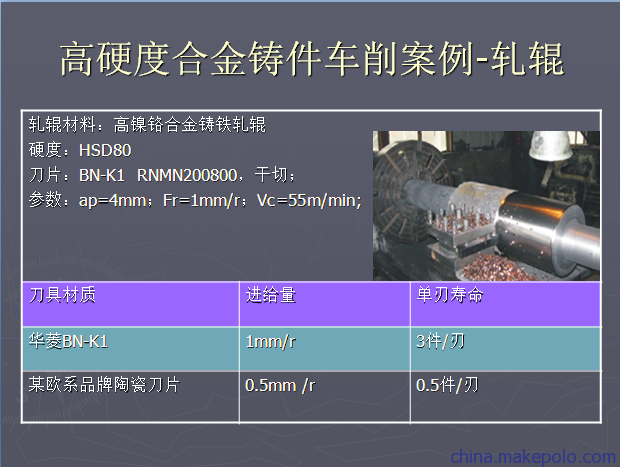
加工效果:在华菱BN-K1牌号刀片的进给量高于陶瓷刀片两倍的基础上,单刃寿命是陶瓷刀片的六倍,即提高了加工效率,又节约了加工时间,降低了加工成本。
以下是常用的轧辊材质及切削参数表:
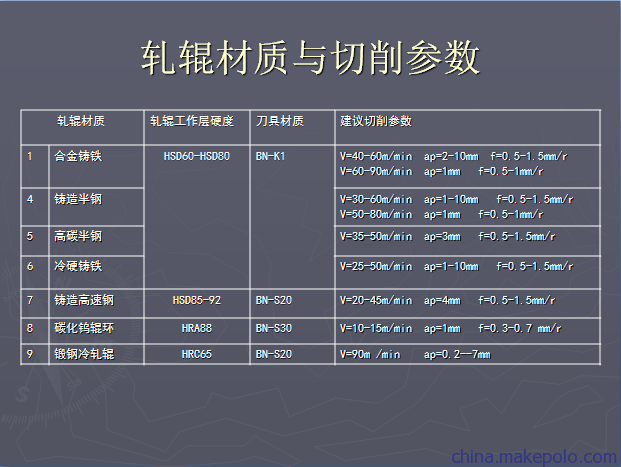
华菱超硬刀具研发部提醒您注意:车轧辊时,轧辊硬度不是选择刀具材质的唯一标准,最重要的是根据轧辊材质选择CBN刀片牌号。
华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】





