加工高猛钢圆锥破碎机选择华菱立方氮化硼刀具BN-S20牌号
如果加工高锰钢圆锥破碎机时刀具不耐磨,刀片容易破损欢迎致电15670623393,本人会为您选择最合适的刀具方案及最优的技术服务。
高锰钢圆锥破碎机广泛应用在冶金工业、建材工业、筑路工业、化学工业与硅酸工业中,适用于破碎中等和中等以上硬度的各种矿石和岩石,所以要求高锰钢圆锥破碎机硬度高,并且耐磨性好,抗冲击能力强,所以加工高锰钢圆锥破碎机时必须选择正确的刀具材料。选择硬质合金刀具加工高锰钢圆锥破碎机时不耐磨,只适合加工小的高锰钢圆锥破碎机零件;选择陶瓷刀具加工高锰钢圆锥破碎机,由于脆性大,切削时容易崩刃;选择立方氮化硼刀具可有效解决高锰钢圆锥破碎机难加工的问题,华菱超硬推出的立方氮化硼刀具BN-S20牌号属于非金属粘合剂,不仅硬度高和耐磨性好,而且抗冲击性和韧性好,可大余量切削,吃刀深度无上限,可吃满整个刀片。
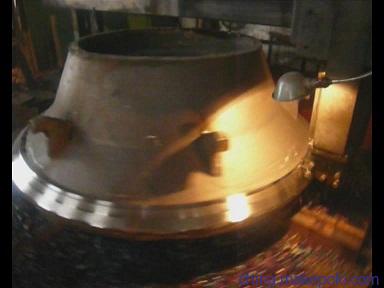
以车削加工高锰钢圆锥破碎机耐磨件为例(如图),工件材料为ZGMn13,铸件毛坯高低不平。
选用刀具材料:BN-S20,切削刀量:ap=7.5mm;Fr=0.3mm/r;切削速度:Vc=80m/min,干式切削。
粗车时,取αp =6~10 mm;走刀量Fr=0.25-0.8mm/r;切削速度v=85m/min;半精车时αp =1~3 mm;f=0.2~0.4 mm/r;精车时ap≤1 mm;f≤0.2mm/r;切削线速度v=135m/min ,刀具耐用度:3小时/刃口!刀片能旋8次-12次使用,一个刀片可用三个班,可见BN-S20牌号刀具使用成本与其他刀具牌号比较有很大的优势。
立方氮化硼整体聚晶BN-S20牌号是非金属粘合剂立方氮化硼刀具,吃刀深度7mm以上,比陶瓷刀具和普通CBN刀具抗冲击。特别是对于铸件表面恶劣的加工情况,可以拉荒粗车,不必对工件行进打磨平整后再加工。
华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
加工高猛钢圆锥破碎机选择华菱立方氮化硼刀具BN-S20牌号





