切削堆焊喷焊零件选择华菱品牌CBN刀具BN-S20牌号更耐磨
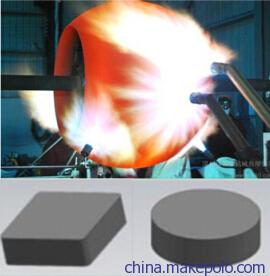
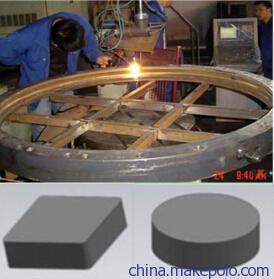
随着现代技术的发展,越来越多的需要高硬度,高耐磨,高耐腐蚀的零件,随着堆焊喷焊技术的发展,出现很多堆焊喷焊零件。由于堆焊喷焊后的零件硬度高,目前,切削堆焊喷焊零件的刀具材料有硬质合金刀具,陶瓷刀具和CBN刀具。
(1)选择硬质合金刀具切削堆焊喷焊零件:吃刀深度常取ap=0.15~0.6mm,表层硬度越高,ap应越小。精车时ap=0.05~0.1mm。进给量一般取f=0.1~1mm/r,精车时f应小些。先速度根据硬度一般选择νc=40 m/min;当堆焊与喷焊工艺硬度在HRC45-65时,采用硬质合金刀具,线速度一般在νc=10 m/min为佳,加工的堆焊喷焊零件的硬度越高,加工效率越提不上去,所以硬质合金刀具比较适合加工HRC45以下的硬度。
(2)选择陶瓷刀具切削堆焊喷焊零件:吃刀深度一般控制在0.2mm以内,取进给量f=0.1mm/r左右;但线速度可提高到原用硬质合金的3倍左右。由于陶瓷刀具受抗冲击性的限制,主要用于精切削堆焊喷焊零件,吃刀深度在0.3mm以内,并且尽量避免断续切削。
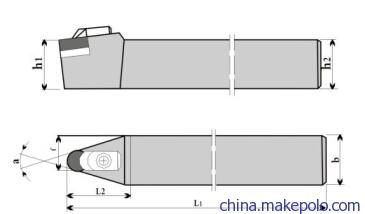
(3)选择华菱品牌BN-S20牌号CBN刀具切削堆焊喷焊零件:BN-S20牌号CBN刀具的硬度仅次于金刚石刀具,与金刚石统称为超硬刀具,并且BN-S20牌号整体聚晶CBN刀具属于非金属粘合剂,适合加工HRC45以上的堆焊喷焊零件,并且遇到不规整或硬质点时不崩刀,耐磨性和抗冲击性能优异,吃刀深度可达7.5mm。
华菱品牌BN-S20牌号CBN刀具切削堆焊喷焊零件的切削参数:堆焊、喷焊层材料为钴基喷料,堆焊、喷焊层厚度为2mm;硬度HRC60;粗加工时采用切削参数为线速度V=70m/min;走刀量0.7-0.8mm/r;吃刀深度ap=1.7mm;精加工时120m/min;走刀量0.25mm/r。
注意:华菱品牌BN-S20CBN刀具非常适合加工硬度在HRC45以上铁基、钴基、合金等焊材。
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具:
CBN刀片:
切削堆焊喷焊零件选择华菱品牌CBN刀具BN-S20牌号更耐磨





