华菱超硬专业生产制造精加工齿轮刀具(精车齿轮精度Ra0.4)
随着现代齿轮技术的不断发展,对齿轮的要求越来越严格,要求高硬度,高强度和高精度,为了满足此要求,很多采用粗加工齿轮—磨削方式,或加工齿轮外圆(到尺寸)—采用滚齿机粗加工齿轮齿形—磨齿精加工,但采用磨齿机精加工齿轮齿形虽然精度高,但成本高,进口磨齿机价格会贵,并且加工时间长,效率低。
现在很多批量生产齿轮的常见精加工齿轮时会选择数控车刀刀片精加工齿轮端面或外圆,经过热处理之后的齿轮,尤其是大型齿轮齿圈变形量大,精加工时又伴随着断续,所以对数控车刀刀片要求很严格,华菱超硬研制出的数控车刀刀片不仅硬度高,耐磨性好,而且抗冲击性强,断续切削精加工齿轮不崩刀,使用寿命长,提高了加工效率,节约了生产时间,降低了加工成本。
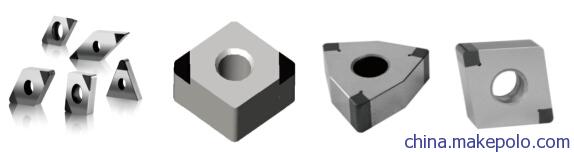
华菱超硬专业生产制造精加工齿轮刀具,BN-H20牌号和BN-H10牌号,均可高速高精度精加工齿轮,其中BN-H20牌号还可断续切削精加工齿轮端面,常见的刀具牌号及型号:BN-H10
CNGA120408,CNGA120404,BN-H20 WNGA080408,BN-H20 WNGA080404,BN-H10 VNGA160404,BN-H20 VNGA160408,BN-H20 DNGA150408
除了以上两种可精加工齿轮,还有一种可强断续切削加工大型齿轮端面,大型齿轮端面经过热处理之后变形量大,采用华菱研制的非金属粘合剂刀具BN-S20牌号精加工齿轮外圆,吃刀深度可达7.5mm,不仅不崩刀,而且齿轮精度Ra0.8,刀具的磨损属于正常的后刀面磨损,不是人们担忧的刀片破裂。切削参数为:ap=2.5mm,Fr=0.12mm/r,Vc=90m/min,。



华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具:
CBN刀片:
华菱超硬专业生产制造精加工齿轮刀具(精车齿轮精度Ra0.4)





