车削加工铸铁 铸钢 车刀 刀具 刀片 案例
车削加工铸铁用什么车刀好?铸铁件,铸钢件,根据材料的不同,硬度也不同,铸铁有灰铸铁(灰铁),牌号常见HT200,HT250,HT300,HT350等,球墨铸铁QT500等,还有高硬度铸铁,如白口铸铁,高铬铸铁,抗磨铸铁,冷硬铸铁,高镍铬铸铁,镍硬铸铁,合金铸铁,耐热铸铁等常见牌号有Cr30,Cr15Mo3,Cr15Mo2Cu,KmTBCr12 ,Cr20 , Cr26,cr27Cr15Mo3,KmTBCr12 ,Cr26,KmTBCr15Mo,KmTBCr20Mo ,KmTBCr26,华菱超硬针车削加工铸铁 铸钢 车刀 刀具 刀片对不同的铸铁铸钢材料,研发了不同牌号的立方氮化硼刀片,简称PCBN刀具,效果比硬质合金刀头,涂层刀具,陶瓷刀具好。
车削加工铸铁铸钢件的华菱超硬刀片牌号介绍:
【BN-S30刀片刀具】:适合于车削加工灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工
【BN-K10刀片刀具】:,适用于车削加工灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工
【BN-K20车刀刀具】:适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。
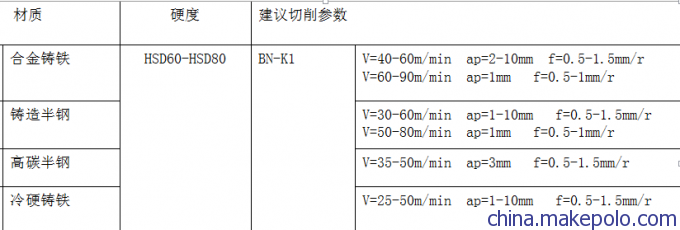
【BN-K1牌号车刀刀具】:该车刀追求高的抗冲击性能,针对高硬度短铁屑工件研发的车刀,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗车削加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件的车削加工中
注意事项:
【1】BN-S30,BN-K1车刀是立方氮化硼整体式刀片,刀片通体全部为立方氮化硼材质,可以对铸铁大余量粗车加工,也可以精加工和半精加工,采用非金属粘合剂的车刀,抗冲击性高,刀具耐用度大,车削精加工铸铁,铸钢表面光洁度达到Ra0.8
【2】BN-K10,BN-K20牌号的车刀,是焊接复合式立方氮化硼刀片,该车刀只能用于车削精加工铸铁,铸钢,可以高速切削,效率高,表面光洁度好,可以达到Ra0.4
加工案例:
案例一、BN-S30刀片刀具粗加工制动鼓内孔、端面和外圆
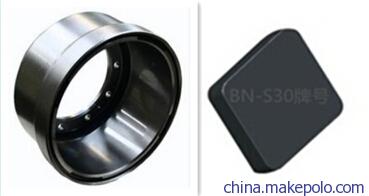
刀片:BN-S30 CNMN120716S03020,干切;参数:ap=2.5mm;Fr=0.9mm/r;刀具材质 走刀量 线速度 单刃寿命华菱BN-S30 0.9mm/r 280m/min 75件/刃涂层硬质合金刀片 0.45mm/r 100m/min 5件/刃案例二、BN-K20刀片精加工制动面和止口,加工表面亮度如右图:

刀片:BN-K20 WNGA080408-6S,干切;参数:ap=0.3mm;Fr=0.25mm/r;Vc=350m/min刀具材质 粗糙度 单刃寿命华菱BN-K20 Ra1.0 120件/刃他厂PCBN Ra2.0 70件/刃案例三、BN-K1刀片车削加工高铬白口铸铁Cr26,详情见下图
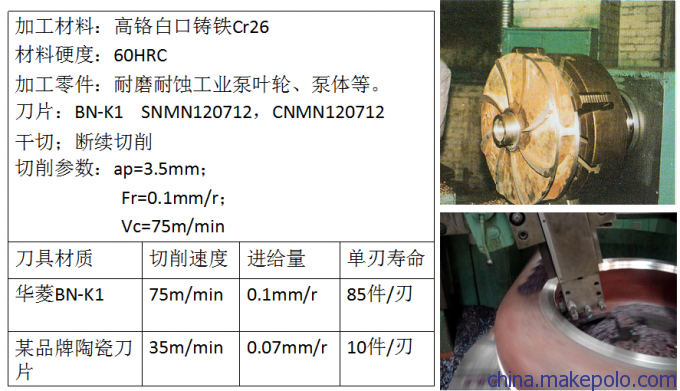
案例四、BN-K1刀片车削加工高镍铬合金铸铁轧辊,见下图

延伸阅读:
在铸铁,铸钢车削加工领域,不管是什么铸铁,什么铸钢的车削加工,您只需要向我们提供铸铁铸钢的材质,硬度,及加工部位和车削单边余量,我们将为您选择最合适的车削加工刀片材质,型号,牌号,以及一个理论的车刀切削参数,让您事半功倍,及早的摆脱难加工的材料困扰。
重点推荐>>>
华菱超硬针对铸铁打磨领域,研发了一款超硬打磨片,代替传统的树脂打磨片,效果超级高效,而且寿命高,环保,安全,例如华菱超硬打磨片在东风某汽车配件厂,用于铸件毛坯的打磨,原来一个工人打磨10吨零件用时5天,用华菱金刚用3天时间即可打磨完。
实践证明,只要是铸铁铸钢领域,百分之百的能够使用,而且效果非常好,欢迎尝试。
欢迎来电垂询,您将可以获得最佳刀具使用方案,同时您也可以来电咨询华菱超硬打磨片的具体信息,来电您就可以获得超硬打磨片体验价格。





