车加工高铬白口铸铁数控刀具 更耐磨
抗磨合金白口铸铁厂家材质有Cr20,Cr26,Cr30,Cr15Mo3,Cr15Mo2Cu,KmTBC ,Cr20 , Cr26,cr27Cr15Mo3,KmTBC ,Cr26,KmTBCr15Mo,KmTBCr20Mo ,KmTBCr26等,华菱超硬针对性研发BN-K1牌号立方氮化硼刀片,效果显著,可以使用数控车床,普通车床,立式车床 加工,车削加工,车加工,车高铬铸铁的刀片,车刀,刀具,代替硬质合金刀头,陶瓷刀具,涂层刀具,更加耐磨,更加耐用,效果非常不错,华菱超硬重点推荐产品
车削加工高硬度铸铁,包括高铬铸铁,冷硬铸铁,合金铸铁,耐热耐磨铸铁,白口铸铁,就用华菱超硬BN-K1牌号,效果奇佳
华菱超硬刀具BN-K1优势分析:
【1】抗冲击性强,该牌号的立方氮化硼刀片,采用非金属粘合剂,整体式刀片,极大了提高了刀片抗冲击性,可以大余量粗车加工高铬铸铁铸件,保留了立方氮化硼的优点,弥补了立方氮化硼的不足,是一款非常完美的刀片
【2】耐磨性好
【3】可高速切削,为YG6X硬质合金刀具的9倍多(YG6X只有6.5m/min)
【4】寿命长,华菱超硬刀具寿命是陶瓷刀具的100倍,以Vc=41m/min、f=0.15mm/r 的切削用量加工HRC55的冷硬铸铁, 华菱超硬刀具寿命为500min,而用陶瓷刀具加工时刀具寿命只5min。
【5】加工精度高,车削HRC51的冷硬铸铁时,华菱超硬刀片精度可控 制在 Ra0.8以内,而用硬质合金刀具表面粗糙度Ra为12.5μm;
BN-K1能够解决哪些难题?
【1】使用硬质合金刀具不耐磨,车不动,掰刀,让刀,甚至崩刀
【2】使用陶瓷刀具,崩刀
【3】高硬度铸铁高铬铸铁铸造成型,有气孔,夹砂,铸造硬点等缺陷,对刀具磨损,震动较大,要求刀具抗冲击性强
【4】其他加工难题,恕不一一列举
我们之所以重点推荐BN-K1牌号,是有事实依据的,请看以下的加工案例
加工案例:BN-K1加工案例一、
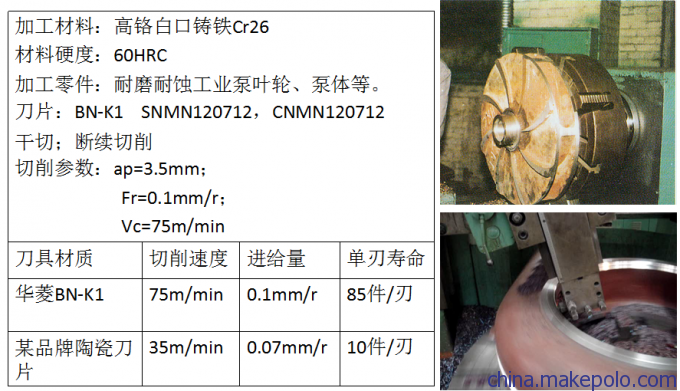
BN-K1加工案例二

延伸阅读:
华菱超硬针对铸铁包括灰铸铁,白口铸铁,高硬度铸铁,有一整套的加工切削方案,包括使用不同牌号的刀片型号,另外针对铸铁打磨领域,华菱在业界首先推出超硬打磨片,针对铸铁打磨效果非常显著,锋利性超强,耐磨,环保,安全,可节约人工成本约1/3,提高打磨效率一倍。
欢迎来电垂询,您将获得最佳刀具使用方案





