涂装防护方案1、炼化装置涂料及涂装方案
◆炼化装置是化工装备系统的核心部分。油漆涂装防腐尤为重要。
◆化工产品在炼化过程产生不同热量。炼化装置上的涂料选择首先满足装置温度要求。一般在80-600℃之间。
◆炼化裂解过程复杂,为了满足裂解和输送要在装置外做保温隔热,有温度就容易产生冷凝现象,涂装也要特别注意冷凝水对设备的侵蚀。


(1)配套防腐体系
表3-1 高温部位防腐体系
体系 | 涂层 | 涂料 | 干膜厚度(μm) | 涂装道数 | 备注 |
温度:300℃~400℃,干热状态 |
1 | 底漆 | SZ-2醇溶无机富锌 | 60 | 2 | |
面漆 | SA-2醇溶无机富铝 | 40 | 2 | |
温度:100℃~400℃,干热状态 |
2 | 底漆 | SZ-2醇溶无机富锌 | 60 | 2 | 或FZ-2 |
面漆 | HT-200高温防护漆 | 60 | 1 | 或HT-400 |
温度:300℃~600℃,干热状态 |
3 | 底漆 | HT-400高温铝粉漆 | 60 | 1 | |
面漆 | HT-400高温铝粉漆 | 60 | 1 | |
温度:100℃~250℃,湿热状态 |
4 | 底面合一 | HC-200高温防护漆 | 200 | 3~4 | |
表3-2 非高温部位防腐体系
体系 | 涂层 | 涂料 | 干膜厚度(μm) | 涂装道数 | 备注 |
温度:80℃以下 |
5 | 底漆 | 881-X环氧富锌底漆 | 80 | 2 | |
中间漆 | 881-Z01环氧云铁中间漆 | 120 | 2 | |
面漆 | 881-Y01丙烯酸聚氨酯面漆 | 80 | 2 | 亦可配合881-Y11氟碳面漆 |
注:如有保温或隔热要求,应在以上方案基础上配套隔热涂料或外包隔热保温棉。
(2)材料性能特点
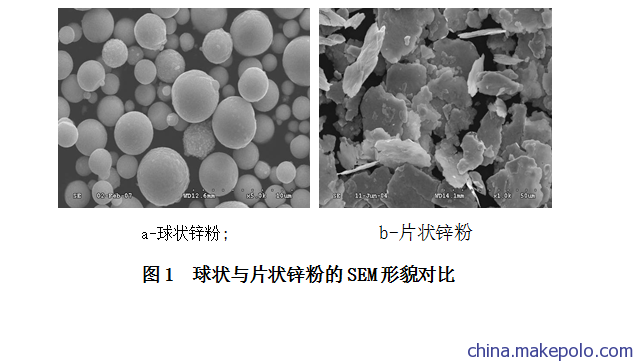
◆无机富锌底漆有着优异的耐高温性能 ( 400℃ ) ,在炼化结构中有着复杂的耐高温要求。炼化设备的高温部位,在工艺管线上体现得更为突出。高温管的涂料选用,还要考虑其保温层对于涂层的影响,即保温层下的腐蚀特性。
◆高温防护铝粉漆,可以耐受600℃的高温。当它与无机富锌涂料配合使用时,整体涂料体系可以长期耐500 ℃的高温。
(3)施工简介
◆炼化装置采用工厂喷砂除锈,喷砂处理至Sa2.5级以上或手工除锈至St3级。检验合格后对焊缝处进行预涂,喷涂底漆。
◆表干并检查合格后,按规定的重涂间隔时间,涂装面漆,以此类推,直到涂装完毕。
◆为了更好更完整的防腐要求,中间漆和面漆还可以到安装现场施工。
◆根据设备反应温度要求,做外保温处理。
2、装置、管廊钢结构涂料及涂装方案
◆ 沿海炼化企业管廊钢结构较长,从陆地延伸到海面,从陆地大气环境到海洋潮湿环境。钢结构防腐涂料和涂装要求分段处理。
◆ 钢结构还涉及到地面和地下,海面上和海面下等不同腐蚀介质。
◆ 装置的钢结构防腐要耐受化学品的侵蚀。





