
订做1A1R金刚石树脂切割片 超薄精密钻石锯片 钨钢陶瓷石英玻璃刹车片开槽切断 磨床精密切割片

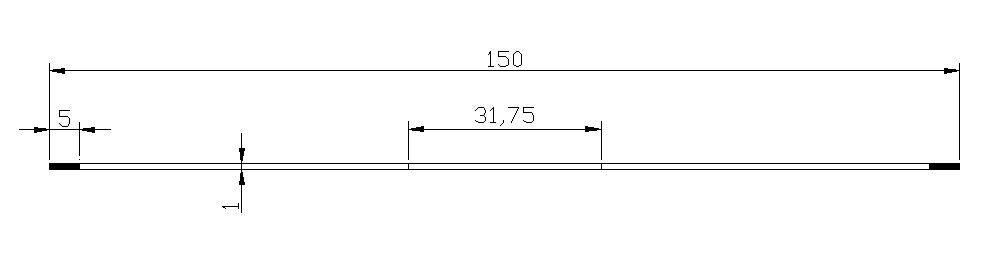
超薄精密钻石切割片 1A1R-150D*1.0T*31.75H*5X SDC120B
超薄金刚石切割片产品介绍,刹车制动片属于耐热材料,其包含金属线并且具有高韧性。因此,金刚石切割垫的清晰度非常高。如果边缘太锋利,则很容易塌陷。如果不够锋利,则很容易刀片发热。针对刹车片的特殊材料要求,东巨磨具店开发了一种锋利度适中,无缺口的金刚石锯片,非常适合刹车片的切割和开槽。与普通锯片相较之下切割剖面更精细、平稳,切口损失小,切割面更为平滑。
1A1R树脂结合剂的金刚石切割片,用于钨钢、精细陶瓷、刹车片、 光学玻璃、磁性材料、半导体材料、晶体等脆性非金属材料及硬质合金、模具钢等材料的开槽切割作业。
精密钻石切割片性能特点:
1.由于采用优质金属材料作为钢芯,提高了刀片的刚度,更适合于深切。
2.工作层拥有极好的耐磨性,使刀具寿命长。
3.种类繁多的粘合剂可满足为不同加工对象选择更多匹配的切割刀片的需求。
4.金刚石磨粒和浓度的精确控制,使锯片在切割过程中具有良好的锋利度,且切割面具有光滑度高,垂直度好的特点。
5.精密的加工手段可确保叶片几何形状的高精度。
东巨出品的超薄切割片常用外径150D, 180D, 200D, 常用厚度1.0mm,1.2mm,特殊规格厚度最薄可达0.18 mm,是钨钢精密切割作业不可缺少的利器!













》》》切割片更多解读《《《
东巨精密钻石切割片主要用于光学玻璃、磁性材料、半导体材料、晶体、精细陶瓷等脆性非金属材料及硬质合金、模具钢等材料的开槽、切割加工 与普通锯片相较之下切割更精细、平稳,切口损失小,切割面更为平滑。
1精密钻石切割片介绍
金刚石切割是一种切割工具,广泛应用于石英玻璃陶瓷钨钢等硬脆材料的加工.金刚石切割片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前最硬的物质,它在刀头中摩擦切割被加工对象.而金刚石颗粒则由金属包裹在刀头内部。
2金刚石切割片制造工艺
1、烧结金刚石切割片:分冷压烧结和热压烧结两种,压制烧结而成。
2、焊接金刚石切割片:分高频焊接和激光焊接两种,高频焊接通过高温熔化介质将刀头与基体焊接在一起,激光焊接通过高温激光束将刀头与基体接触边缘熔化形成冶金结合。
3、电镀金刚石切割片:是将刀头粉末通过电镀方法附着在基体上。
4、树脂金刚石切割片:是将金刚石粉末和酚醛树脂通过压制的方法附着在铝基上。
不同的材料选用不同种类的金刚石锯片,不同粉类配方适合不同材质的特性,对材料产品的质量、效 果、合格率乃至成本和效益造成直接的影响。
影响金刚石切割片效率和寿命的因素有锯切工艺参数和金刚石的粒度、浓度、结合剂硬度等。据切能数有锯片线速、锯切浓度和进刀速度。
- 一、适用:高科技电子零件及相关产品,如磁头、IC、LSI、光纤、半导体封装品、电子导线架等,要求高精度、高效率切割、切断加工的高精密薄片砂轮。
- 二、东巨薄片钻石切割片的特性:
- 1.特优的尺寸精度:依高精度的修整加工使厚度公差能达到±0.002㎜。
- 2.刚性高:提高钻石片的刚性以防止斜切、震动,以改善薄片尺寸精度。
- 3.加工的高效率:用新开发的锐利的结合剂以提升加工效率。
超薄金刚石切割片的正确使用方法
东巨磨具店的工程师介绍,超薄金刚石切割片主要用于精密切槽和切断,一般采用深切缓进給磨削法。具有磨削深度大、进給速度小、砂轮与工件的接触面积大、切缝窄、金属切除率高、磨削精度高、加工表面质量好及材料利用率高等特点。其一般规律如下:
1). 整体型超薄金刚石切割片厚度薄(多在0.5mm以下)、外径小(20-100mm)、粒度细、尺寸及形位精度高、重量轻,一般在高转速条件下使用。一般转速为 5000-40000 rpm。
2). 基体型超薄金刚石切割片大多较厚(0.5-2mm)、直径大(100-200mm)、粒度粗、精度较低,一般用于较低转速大切深条件下使用。一般转速为3000-10000 rpm。
3). 超薄金刚石切割片多使用细粒度,且一般其厚度越薄磨料粒度会相应变细,加工表面质量好。但是磨料粒度越细相应的切割锋利度下降,要相应减小进给速度,以适应磨料粒度的可切削性。
4). 超薄金刚石切割片的切削深度一般由用户根据切割零件来定,其切削大多采用缓进给磨削工艺,深度一次切到。这样由于切割砂轮薄、切割条件差(多为3面接触工件),使其散热困难,因此要加大(流量、压力)对切削区的冷却。
5). 当超薄金刚石切割片在用户处刚上机使用就出现切不动或工件崩口时,东巨磨具店建议提高切削速度或降低进给量;当使用一段时间后出现切不动或崩口时,建议用适当粒度的油石对砂轮表面进行开刃,以调整其锋利性。
6). 工件加工表面质量及切割性能主要与超薄金刚石切割片磨料粒度有关,粒度越细加工的表面光洁度越好。同时与工件材料、硬度、切割用量、机床条件、加工要求等因素也有关系。
7) 超薄金刚石切割片出厂前一般已进行了整形和开刃,用户可以直接使用。如果用户需进一步整形,建议用绿碳化硅或白刚玉油石,粒度选比切割砂轮粒度粗1-2个号;如果用户需进一步开刃或使用一段后开刃,建议用绿碳化硅或白刚玉油石,粒度选比切割砂轮粒度细1-2个号或同号即可。
8) 切削用量一般还与被加工材料、硬度、精度、加工要求等有关,东巨磨具店建议初次使用时在用户原有条件下使用,不要轻易改变切削用量。
9) 用户使用条件也是影响切割性能的主要因数,特别是机床的主轴轴向串动、径向跳动、法兰的平行度、动平衡精度等均直接影响切割砂轮的切割精度。
关键词:钻石切割片,精密切割片,树脂切割片,金刚石树脂切片,金钢石切割片,超薄切割片订做,切割片0.5mm,金刚石薄锯片,金刚石切割片厂,精密薄片钻石砂轮





