一 概述
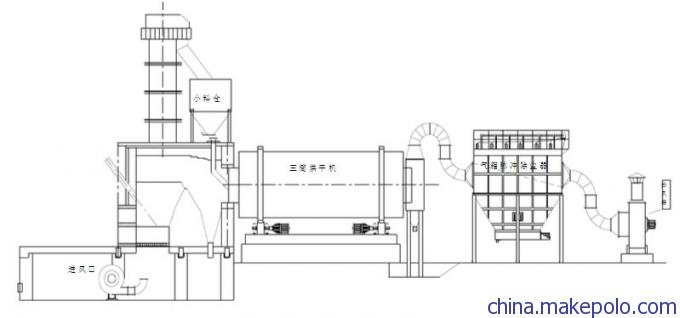
烘干机属于大型卧式滚筒设备。其结构型式为卧式筒体转动设备,传动方式为大小齿轮啮合传动。烘干机筒体重量较重、几何尺寸大,需要分段到货,现场组对焊接吊装。
二 烘干机安装工艺流程
设各基础验收及处理、设备外观检查及验收——头尾托轮就位、找正——烘干机筒体组焊、托圈安装——筒体吊装就位——大小齿轮安装——减速机、电机就位、初找正一次灌浆——设备二次精找正——进出料斗及附件安装——设备试运转——中交
三 烘干机安装施工准备
设备的吊装是施工的一个重要过程,设备吊装时应具备如下两个条件,即设备到货和设备基础验收合格。
四 主要施工方法和施工技术
4.1
筒体验收
4.2
烘干机吊装组对
4.3
烘干机安装
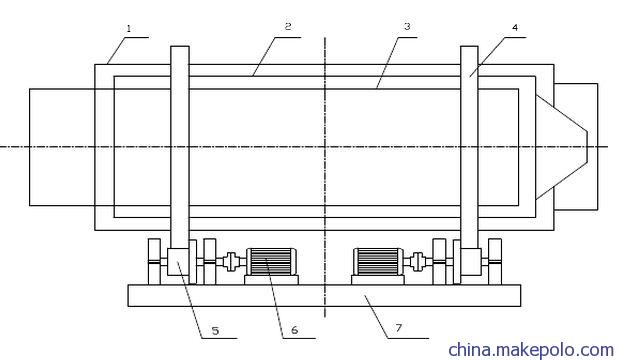
筒体组对合格后用千斤顶顶起筒体,将前后托轮安装至基础上,将筒体整体落至设各前后托轮上,拼装大齿轮,大齿轮安装完毕后,组装减速器、电机。
4.3.1垫铁安装技术要求
(1)每个地脚螺栓旁边至少应有一组垫铁。
(2)垫铁组应放在靠近地脚螺栓和底座主要受力部位下方。
(3)相邻两垫铁组间的距离不大于500mm。
(4)承受负荷的垫铁组,应使用成对斜垫铁,调平后将垫铁焊牢。
(5)每一垫铁组宜减少垫铁的块数,且不得超过4块,并尽量少用薄垫铁。放置平垫铁时,厚的应放在下面,薄的放在中间,并将各垫铁相互用定位焊焊牢。
(6)每一垫铁组应放置整齐平稳,接触良好。设备调平后,每组垫铁均应压紧,并应用手锤逐组轻击听音检查。
(7)设备调平后,垫铁端面应露出设备底面外缘,平垫铁露出10-30mm,斜垫铁宜露出10-50mm,垫铁组伸入设备底面的长度应超过设备地脚螺栓的中心。
(8)预留地脚螺栓孔或设备底座.与基础之间的灌浆,应符合现行国家标准《钢筋混凝土工程施工及验收规范》的规定。
4.3.2烘干机找正方法及技术要求
1、设备筒体倾斜度找正
(1)根据设备筒体倾斜度要求,计算出前后筒体托轮的中心标高,使用平、斜垫铁及斜度规、框式水平仪,调整托轮倾斜度。
(2)托轮中心线应平行于筒体中心线倾斜安装,平行度公差为0.1mm/m。
(3)同一组托轮的中心高相等,允差不超过0.1mm。
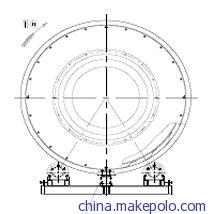
2、大齿圈安装及调整
(1)筒体就位完毕后,即可拼装大齿轮。拼装大齿轮后,盘动筒体,检查端面圆跳动不得大于2mm,径向圆跳动小得大于1mm。
(2)安装小齿轮、减速机、电机。调整大小齿轮啮合间隙。两啮合齿轮的中心距偏差及啮合间隙应符合机器技术文件要求。
(3)啮合间隙检查用压铅法检查,铅条直径不宜超过间隙的3倍,铅条的长度不应小于5个齿距,对于齿宽较大的齿轮,沿齿宽方向应均匀放置至少2根铅条。
(4)用着色法检查传动齿轮啮合的接触斑点,斑点检查应符合设计文件或规范的有关规定。
3、减速机、电机安装
(1)齿轮调整完毕,依次调整减速机、电机的水平度符合技术文件要求。减速机低速轴与小齿轮同轴度公差应符合技术文件的规定。
(2)减速器安装应以大齿轮为基准,减速机主轴中心位置与主轴中心位置的平行度应符合有关技术文件的规定。
(3)电动机、减速器采用垫铁找平,其中心线位移,纵、横向水平度偏差应符合图纸或规范规定。找正后用手锤敲击检查垫铁组的松紧程度,应无松动现象。用0.5mm的塞尺检查垫铁之间及垫铁与底座底面之间的间隙。检查合格后应随时用电焊在垫铁组两侧进行层间点焊固定。
六 设备试运转