900M-T-SB烙铁头制造的过程:
1,拉直,成品圆盘铜(紫铜,俗称无氧铜)棒拉直。
2,切断,根据产品的长度断料
3,车削:车削工艺包括头部嘴型车削及尾部镗孔
4,抛光,去油,振动抛光机抛光,去除车削的头部毛刺
5,镀铁,这是烙铁头品质好坏的关键,所有的烙铁头核心技术皆在于此,没有一家是真正的镀铁,而全部是电镀铁合金,寿命的好坏皆在于添加剂及电镀时间。
6,修正,镀铁后的烙铁头尺寸会有变化,需要修正成为需要的尺寸
8,上锡,预上锡是为烙铁头使用服务的,上完锡后需套上耐高温塑料保护套,以保护上锡部分及烙铁头嘴部型状。防止在后绪工艺中对烙铁头嘴部造成损坏影响寿命。
9,外表电镀,一般有镀白铬(显示为银白色),镀镍铬(显示为光亮色),镀黑铬(显示为黑色)。此为烙铁头的美观不决定烙铁头寿命。只为满足部分使用者的虚荣而设(呵呵)
10、重新上锡,烘干。取掉头部塑料保护套,烙铁头尾部压入耐高温套管,防止烙铁头与发热芯高温下咬接以致脱离不开。烙铁头成品OK。后续包装即可出厂!
900M-TSB烙铁头焊接时的注意事项:
采用无铅材料进行焊接的操作员应注意烙铁头与焊点形状大小的匹配,这样才能在不增加烙铁头温度的情况下获得最佳的润湿速率。使用尺寸正确的烙铁头可让焊点与烙铁头间有最大的接触面,从而提高热传导率。最理想的情况是烙铁头和目标焊点的尺寸相同,平的烙铁头比圆的烙铁头有更大的接触面积,从而有更好的热传导特性。
采用铜的原因是它有良好的热传导特性,铁的作用是可以防止铜的耗散并保护铜的外形,最外侧的涂层(必须是无铅焊材料)使烙铁的焊接具有好的沾锡特性-形成好的热传导特性。对这涂层的保护对于形成最佳的热传导极为关键。铬与镍的作用是防止在焊接中焊锡渗入烙铁头内部。
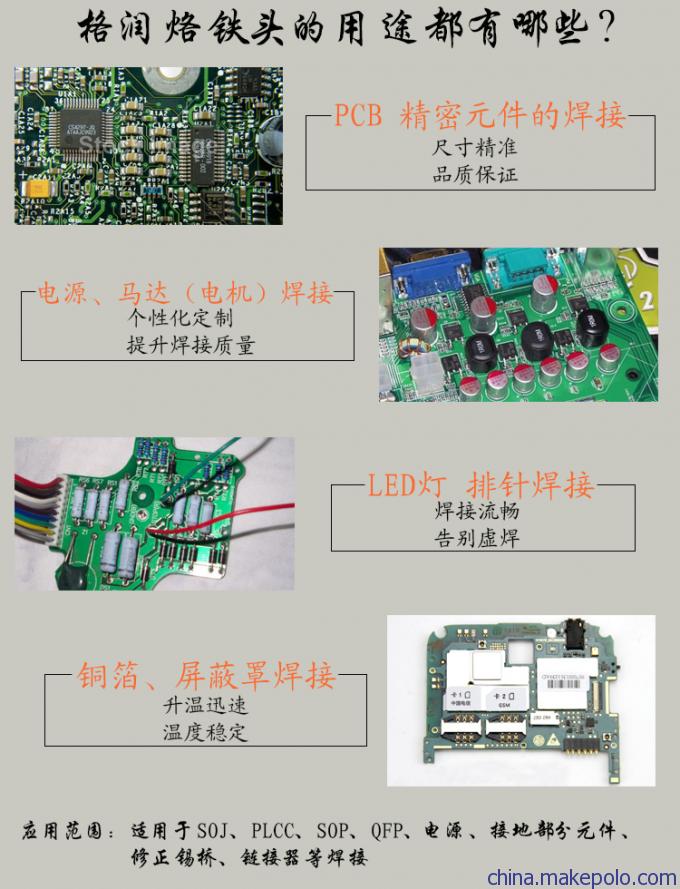
1、根据焊点大小:跟据焊点之大小选择合适的烙铁头能使工作更顺利。I嘴用于焊接精密及焊接环境受局限的焊点儿,B型及C型焊点焊点相对较大,这样可以提高效率节省焊接时间。
2、焊点密集程度:在较密集的电路板上进行焊接,使用较细的烙铁头,如:I咀能减低锡桥之形成机会。而焊点相对宽松,如IC脚,完全可以用K型的一刀拖完。
3、根据焊点形状: 由于元器件总体脚位形状不同,也要求我们选择对应好用之烙铁头嘴型。例如电阻,电容,SOJ芯片,SOP芯片,需要合适的烙铁头配合以提高工作效率。