支护网专用焊机具有一下有优点:
1、主体机架采用较厚钢板与型钢焊接而成,是主体结构更为牢固、紧凑。
2、纬丝送丝机构结构新颖拥有国家专利技术的送丝轮拔丝技术,使纬丝送丝技术更加准确解决了每次不漏丝或漏双丝的难题
3、拉网采用侍服电机拉网方式可以解决同一张网片有不同的网孔尺寸的难题,拉网控制系统采用PLC控制屏幕中文显示。
4、焊接采用了新型高效焊网变压器。
5、焊接电力电子控制系统采用同步控制技术,PLC控制,中文显示,控制精度高性能稳定。

钢筋网排焊机操作流程:
1、 使用前,检查控制板插头务必与插座插牢;
2、 焊机外壳必须可靠接地,焊机不得受潮;
3、 根据焊件厚度调整次级电压,打开电源开关后指示灯应亮;
4、 踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;
5、 严禁用手触摸触头,以防触电和烫伤;
6、 每单作业结束后,应及时修复光电机头;
7、 每单作业结束后,应检查机头、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;
8、 每单作业结束后,检查电气控制元件,是否有效,如有损坏应及时更换和修复;
9、 机械传动部件损坏当日修复。电控部分与生产厂家联系尽快修复
10、 通电使用时,不允许打开控制箱机壳,更不允许用手随便触摸箱内各部分,以免触电(箱 内有380V的高压)
11、 检查内部接线与控制板接线时,务必切断电源。
12、 不允许用手触摸控制板上的组件,否则会有静电损坏组件的可能。
13、 控制板上的电位器均已调好,请不要乱动。
14、 控制箱要接通冷却水方可使用,而且要保证冷却水有足够的流量和压力。要定期(每月一 次)检查水冷却系统的工作情况,流水需保持通畅且不漏水。
15、 定期(每月一次)停电检查箱内各接线。
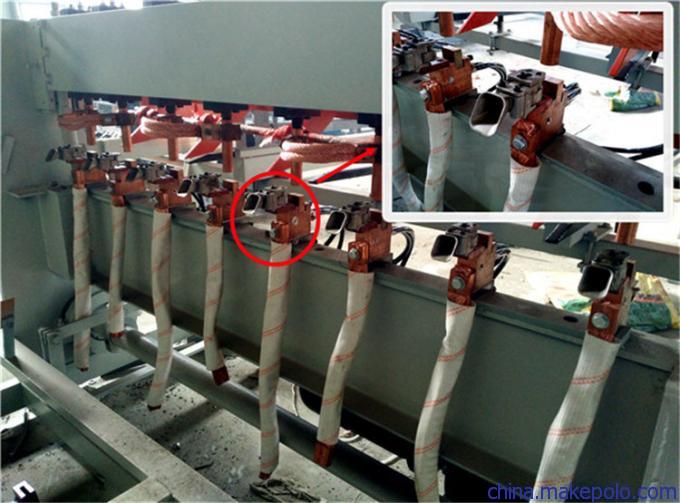

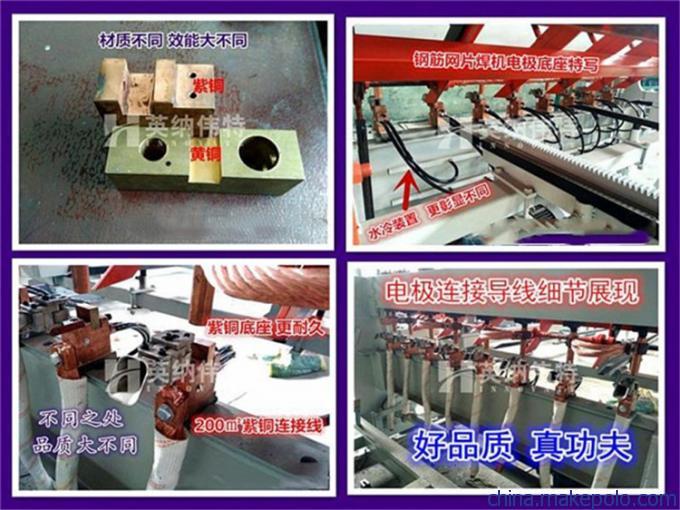
钢筋网片焊机性能特点:
隧道支护网排焊机经线和伟线长度均采用调直断切机预剪,经线由人工方置到进料机构,由伺服进料小车自动进入,无需人工摆放,伺服小车自动循环拉网。纬线采用转盘落料器人工放入排料器,并单根落下。焊接系统采用具有八路移向调压的脉冲触发可控硅,八路输出可以随意组合,这样可以减小对电力变压器的冲击,同时也以有效的提高效率。 动力系统分为气动型和机械型。整机采用PLC集中控制,触摸屏为外部数据输入部分,所有参数均可触摸屏输入,故障报警等均可随时查询。

钢筋网片焊机参数:
网片长度:1*2米或1.2*3米,1.5*3米,2*3米
焊接丝径:3.5-6.5mm或6-8mm
焊接孔径:100*100mm或者200*200mm
经线数量(焊点): 6个或8个或10个
电源 380V 50HZ
变频调速电机: 3KW
变压器容量 220KVA
机器重量: 2.0T或2.2左右
焊接速度 25~35(排/分)


钢筋网片焊机故障产生原因及排除:
(1)纬丝落料时间稍长,程序没有检测到纬丝的存在,此时需要在排焊机控制柜上调长纬丝送料时间0.1~0.2秒钟;
(2)偶尔出现上述现象,仅需要按一下焊接开关即可继续进行焊接;
(3)偶尔出现上述现象,按下焊接开关如果仍然不起作用,则需要对纬丝位置旋转一个角度或者更换一根纬丝才能继续工作。产生原因:纬丝表层有锈或者氧化物不导电,纬丝检测装置测量不到纬丝的存在;
(4)如果无规律出现上述问题,则需要对定位磁铁表面吸附的粉尘颗粒进行清理,甚至需要更换定位磁铁;
(5)排焊机纬丝定位检测线83、84号线与定位磁铁连接螺丝松动接触不良,需检查连接螺丝和电线,确保接触良好。
全自动钢筋排焊机厂家 产品简介:主体机架采用较厚钢板与型钢焊接而成,使主体结构更为牢固、紧凑。纬丝落料机构结构新颖,采用步进电机自动落料,使纬丝放置更加准确。