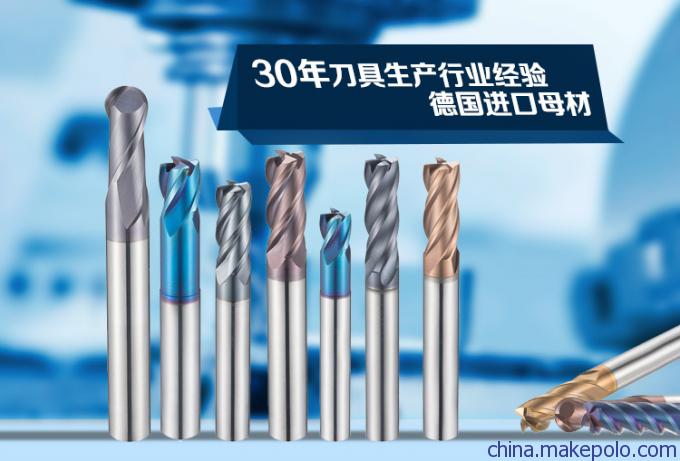
45度4刃平底立铣刀,涂层数控钨钢铣刀,数控铣刀定制
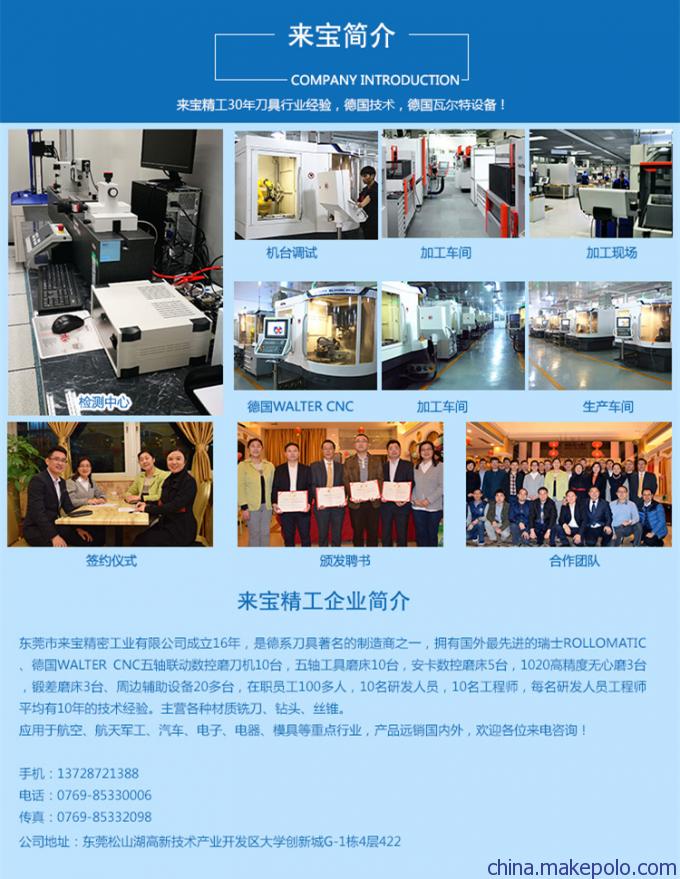
东莞市来宝精密工业有限公司成立16年,工厂设在长安,占地10000平方米,是德系刀具著名的制造商之一,拥有国外最先进的瑞士ROLLOMATIC、德国WALTER CNC五轴联动数控磨刀机10台,五轴工具磨床10台,安卡数控磨床5台,1020高精度无心磨3台,锻差磨床3台、周边辅助设备20多台,在职员工100多人,10名研发人员,10名工程师,每名研发人员工程师平均有10年的技术经验。主营各种材质铣刀、钻头、丝锥,应用于航空、航天、军工、汽车、电子、电器、模具、农机、机加工等重点行业,产品远销国内外,欢迎各位来电咨询!
铣刀的应用
钨钢铣刀在进行铣削工序时,工件可顺着或相对刀具旋转方向进给,这会影响到切削的起始和完成特性。
钨钢铣刀在进行顺铣(也称为同向铣削)时,工件的进给方向与切削区域的钨钢铣刀旋转方向相同。切屑厚度从一开始就会逐渐减少,直至在进行周边铣时切口的末端为零而止;在进行逆铣(也称为反向铣削)时,工件的进给方向与切削区域的铣刀旋转方向刚好相反。切屑厚度开始为零,然后随着切削过程逐渐增加。
钨钢铣刀在进行逆铣时,钨钢铣刀刀片从零切屑厚度处开始切削,这会产生很高的切削力,从而推动钨钢铣刀和工件彼此远离。钨钢铣刀刀片被强行推入切口后,通常会与由正在切削的刀片所导致的加工淬硬表面接触,同时在摩擦力和高温的作用下产生摩擦和抛光效果。切削力也更容易将工件从工作台上举起。
钨钢铣刀在进行顺铣时,钨钢铣刀刀片从最大切屑厚度处开始切削。此举可通过降低热量和减弱加工淬硬趋势来莲避免抛光效果。应用最大切屑厚度非常有利,并且切削力更容易将工件推入钨钢铣刀,以使钨钢铣刀刀片进行切削作用。
钨钢铣刀在进行铣削时,断屑有时会粘接或焊接到切削刃上,并且会聚集到下一刃切削的起始周围。进行逆铣时,断屑比较容易被截留或楔入到刀片和工件之间,从而会导致刀片破裂。而进行顺铣时,同样的断屑会一分为二,从而不会损坏切削刃。
无论机床、夹具和工件的要求如何,顺铣都是首选方法。
由于切削力在保持工件在下的同时易于推动刀片前进,从而使顺铣对加工过程具有一定的特殊要求。这就需要机床通过消除齿隙来处理工作台进给要求。如果将刀具推入工件中,进给量会无规则性增加,从而导致切屑厚度过大并会引起崩刃。应在此类应用场合中选择逆铣。另外,如果加工余量出现很大变化,此时选择逆铣更为有利。要想正确夹紧工件,必须要求有合适的夹具,同样对于作业则要求有正确的刀具尺寸。但是对于振动趋势,切削力方向则更为重要。联系我们:https://laibao66.1688.com