黑色涂层合金铣刀,45度圆鼻钨钢刀,4刃圆鼻铣刀厂家
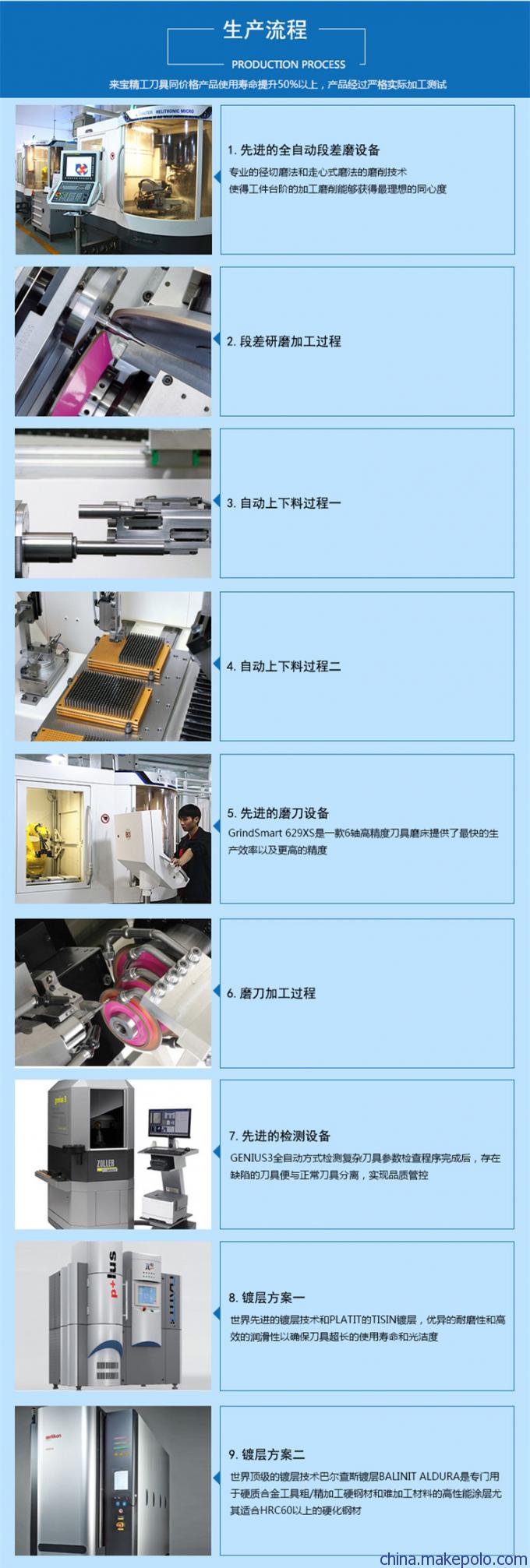
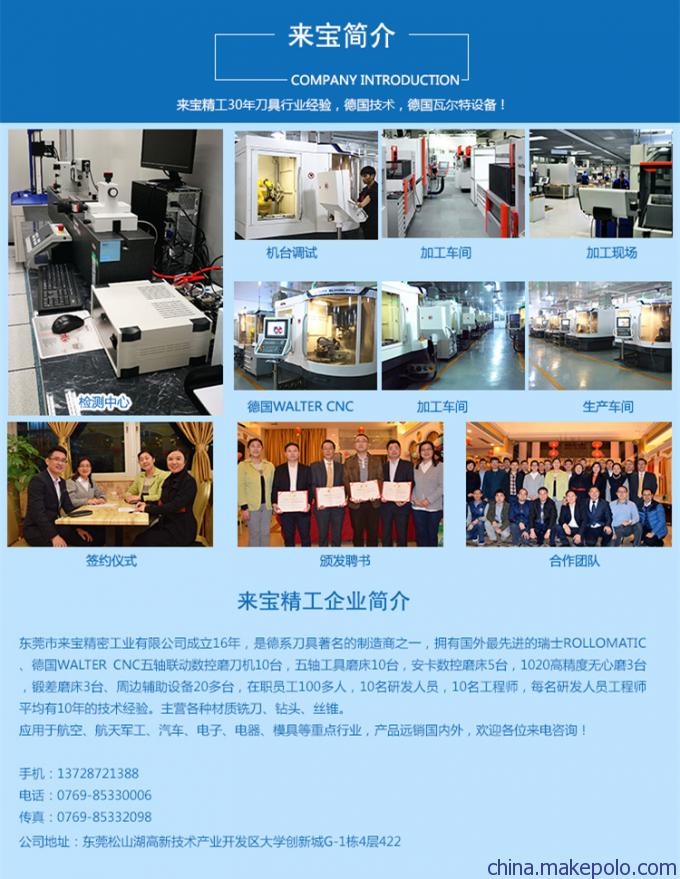
东莞市来宝精密工业有限公司成立16年,工厂设在长安,占地10000平方米,是德系刀具著名的制造商之一,拥有国外最先进的瑞士ROLLOMATIC、德国WALTER CNC五轴联动数控磨刀机10台,五轴工具磨床10台,安卡数控磨床5台,1020高精度无心磨3台,锻差磨床3台、周边辅助设备20多台,在职员工100多人,10名研发人员,10名工程师,每名研发人员工程师平均有10年的技术经验。主营各种材质铣刀、钻头、丝锥,应用于航空、航天、军工、汽车、电子、电器、模具、农机、机加工等重点行业,产品远销国内外,欢迎各位来电咨询!
铣刀的磨损
磨损形式
铣刀磨损的基本规律与车刀相似。高速钨钢铣刀的切削厚度较小,尤其在逆铣时,刀齿对工件表面挤压、滑行较严重,所以铣刀磨损主要发生在后面上。用钨钢面铣刀铣削钢件时,因切削速度高,切屑沿前面滑动速度大,故后面磨损同时,前面也有较小的铣刀磨损。
钨钢面铣刀进行高速断续切削,使刀齿经受着反复的机械冲击和热冲击,产生裂纹而引起刀齿的疲劳破损。铣削速度愈高,产生这种铣刀磨损就愈早和愈严重。大多数钨钢面铣刀因疲劳破损而失去切削能力。如果铣刀几何角度选择不合理或使用不当,刀齿强度差,则刀齿在承受很大的冲击力后,会产生没有裂纹的铣刀磨损。
防止措施
(l)合理选择铣刀刀片牌号:应采用韧性高、抗热裂纹敏感性小,且具有较好耐热性和耐磨性的刀片材料。例如:铣削钢时,可采用YS30、YS25等牌号刀片;铣削铸铁时可选用YD15等牌号刀片可防止铣刀磨损。
(2)合理选用铣削用量:在一定加工条件下,存在一个不产生破损的安全工作区域,。选择在安全工作区内的Vc和ƒz,能保证铣刀正常工作,防止铣刀磨损。
(3)合理选择工件与铣刀之间的相对位置:合理地选择面铣刀安装位置对减少面铣刀磨损起着重要作用。
联系我们:https://laibao66.1688.com