
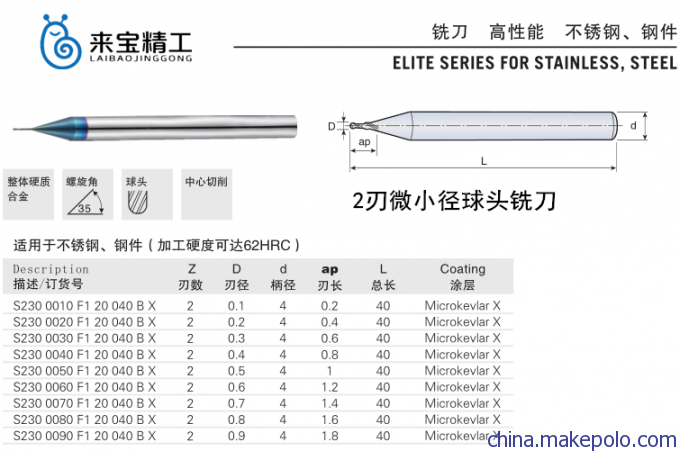
微小径球头铣刀,东莞钨钢铣刀厂家,cnc刀具来样定制
东莞市来宝精密工业有限公司成立于2005年,坐立于模具五金制造重镇——东莞长安,迄今已有十多年的生产经验。本公司占地面积5000平方米,员工100多人,其中专业技术人员占80%以上。公司拥有一支年轻、务实、团结、精干的队伍,技术力量雄厚,拥有世界顶尖级的生产设备和检测仪器,质量稳定可靠。因多年与跨国集团公司合作,对技术、服务有自己独到见解和实战经验。公司产品主要涉及硬质合金(钨钢)刀具、钻头及各类整体合金非标成型刀具、钻头;为客户专业提供刀具、钻头设计、应用整体解决方案、售后服务完善、深受国内外用户信赖。
我司主打产品为铣、钻,专业生产各种钨钢切削刀具及一次成型组合刀(整体钨钢刀具类:圆棒、塞规、环规、钻咀、台阶钻、铣刀、R刀,各类铣刀片、涂层刀、铰刀及车铣刀片、(错齿)铣刀片、燕尾槽铣刀、焊接粒式铣床刀、焊刃式成型钻等)。本公司开发了苹果专用刀具,适用于iphone和ipad,承接各类特殊形状非标制品的设计及生产制造,广泛应用于模具、IT数码产品、汽车、五金制造、发动机行业。
本公司集生产、销售、科研、外贸于一体,为客户提供良好的售后服务,长期以来贯彻“高起点、高品质、高素质”互惠互赢的服务宗旨并开展多元化的市场经营管理模式为导向,保证产品品质的优越性和售后服务,提倡公平兢争追求永无境止的创业精神为最佳业绩,并被五金协会评为副会长称号。我们为康佳、华擎、派高、唐锋、罗马仕、东风日产、比亚迪、一汽大众、康奈可、优尼等多家客户提供服务,欢迎各界人士来电洽谈业务!
选择
铣削加工不锈钢除端铣刀和部分立铣刀及硬质合金作铣刀材料外,其余各类铣刀均采用高速钢,特别是钨—钼系和高钒高速钢具有良好的效果,其刀具耐用度可比W18Cr4V提高1~2倍。适宜制作不锈钢铣刀的硬质合金牌号有YG8、YW2、813、798、YS2T、YS30、YS25等。
采用喷雾冷却法效果最为显着,可提高铣刀耐用度一倍以上;如用一般10%乳化液冷却,应保证切削液流量达到充分冷却。硬质合金铣刀铣削不锈钢时,取Vc=70~150m/min,Vf=37.5~150mm/min,同时应根据合金牌号及工件材料的不同作适当调整。
不锈钢的粘附性及熔着性强,切屑容易粘附在铣刀刀刃上,使切削条件恶化;逆铣时,刀刃先在已经硬化的表面上滑行,增加了加工硬化的趋势;铣削时冲击、振动较大,使铣刀刀刃易崩刃和磨损。
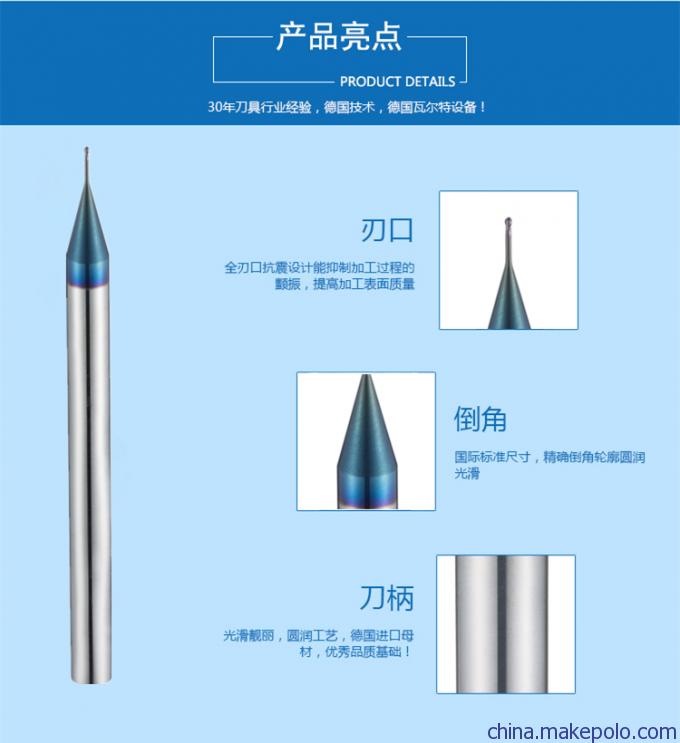
铣削加工不锈钢时,切削刃既要锋利又要能承受冲击,容屑槽要大。可采用大螺旋角铣刀(圆柱铣刀、立铣刀),螺旋角b从20°增加到45°(gn=5°),刀具耐用度可提高2倍以上,因为此时铣刀的工作前角g0e由11°增加到27°以上,铣削轻快。但b值不宜再大,特别是立铣刀以b≤35°为宜,以免削弱刀齿。
采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。
用银白屑端铣刀铣削1Cr18Ni9Ti,其几何参数为gf=5°、gp=15°、af=15°、ap=5°、kr=55°、k′r=35°、g01=-30°、bg=0.4mm、re=6mm,当Vc=50~90m/min、Vf=630~750mm/min、a′p=2~6mm并且每齿进给量达0.4~0.8mm时,铣削力减小10%~15%,铣削功率下降44%,效率也大大提高。其原理是在主切削刃上磨出负倒棱,铣削时人为地产生积屑瘤,使其代替切削刃进行切削,积屑瘤的前角gb可达20~~302,由于主偏角的作用,积屑瘤受到一个前刀面上产生的平行于切削刃的推力作用而成为副屑流出,从而带走了切削热,降低了切削温度。
铣削不锈钢时,应尽可能采用顺铣法加工。不对称顺铣法能保证切削刃平稳地从金属中切离,切屑粘结接触面积较小,在高速离心力的作用下易被甩掉,以免刀齿重新切入工件时,切屑冲击前刀面产生剥落和崩刃现象,提高刀具的耐用度。
不锈钢材料应用广泛,在车加工、铣加工、钻加工、攻丝当中都能碰到。但是因为不锈钢具有跟别的一般材料不一样的特性,所以加工不锈钢成为技术人员的一个不小的难题!联系我们:https://laibao66.1688.com


微小径球头铣刀,东莞钨钢铣刀厂家,cnc刀具来样定制




