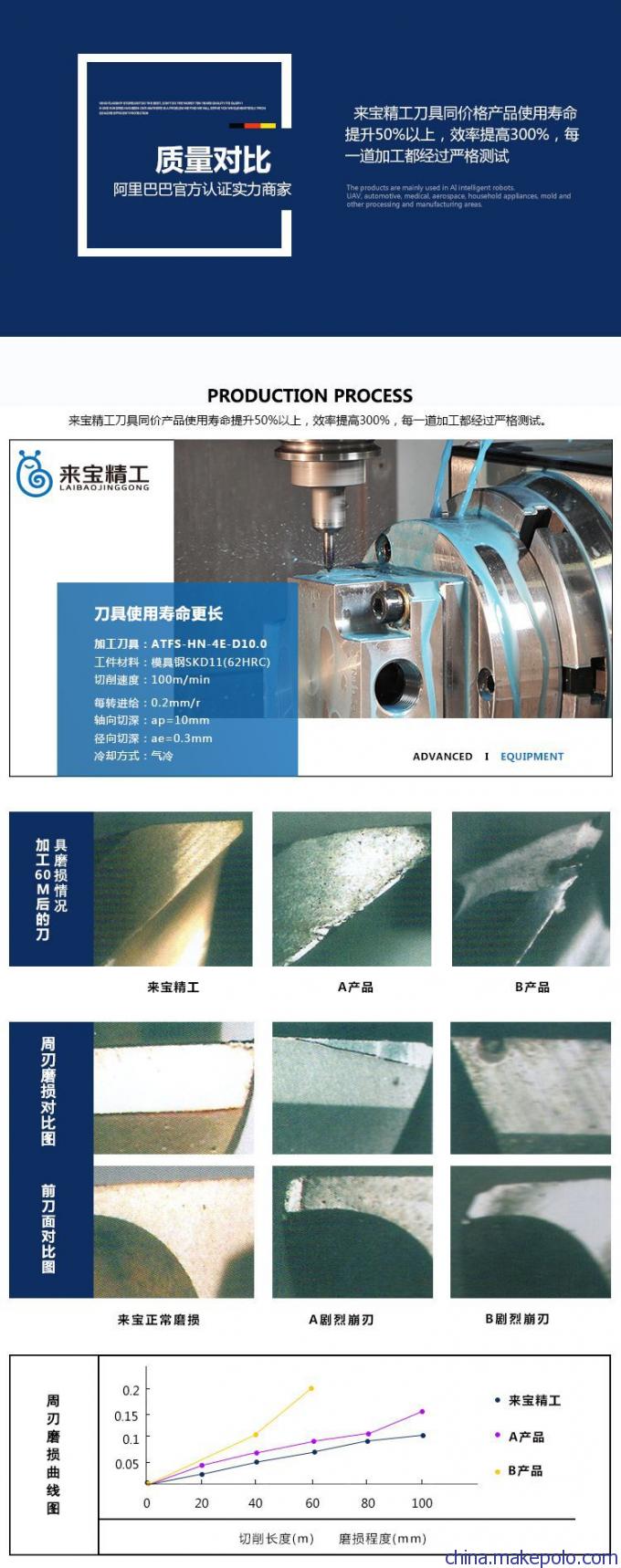
来宝精工全磨制硬质合金铣刀,高精度螺旋槽直槽螺纹铣刀

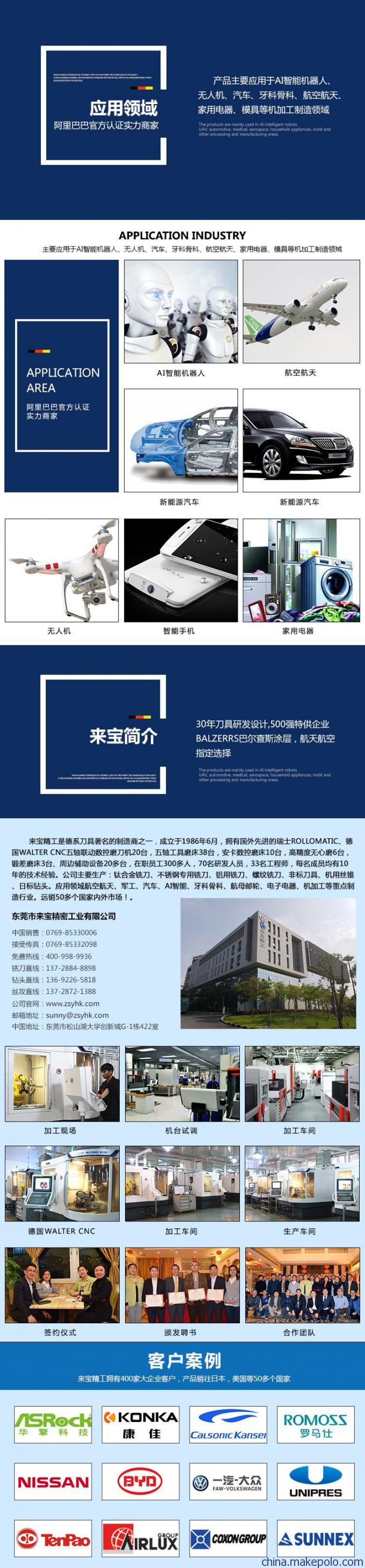
东莞市来宝精密工业有限公司
中国 东莞
产品属性
图文详情
品牌推荐
品牌
来宝精工
型号
螺纹铣刀
类型
立铣刀
结构
整体式
材质
钨钢
涂层
有涂层
进口
进口
是否标准件
标准件
加工定制
加工定制
表面处理
纳米涂层
刀模厚度
6mm
适用范围
淬火钢、预硬钢、调质钢、淬火钢、不锈钢、钛合金、难加工材料、高速钢、加硬模具钢
规格尺寸
M3-M24mm
重量
0.2kg