车加工淬火钢刀片 车刀
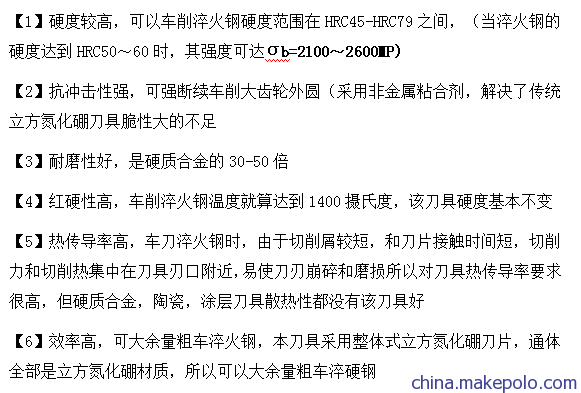
淬火钢是一种非常难加工的材料,硬度高,强度大,而且几乎没有塑性,淬火钢热传导率低,车加工不容易形成积屑瘤等等,但是正是由于这些特性,淬火钢在工业领域广泛应用,主要用来提高淬火钢的硬度,满足使用要求。传统淬火后都是磨削加工,但是随着技术的发展,淬火钢件现在有了新技术,以车代磨,热处理后硬车削淬火钢,提高加工效率,满足表面光洁度,而且不需要磨床配套,更可以节省车加工淬火钢的时间,但是选择一款合适的刀片来车加工淬火钢,也是非常重要的,否则不但不能提高加工淬火钢效率,还影响表面光洁度,不能满足使用要求。
在很多车工眼中,加工淬火钢可能第一会想到选择硬质合金刀头,或者涂层刀具,其实这都不是非常理想,因为淬火钢车加工时硬度为HRC50-HRC62之间,只有超硬刀具刀片才能非常理想的加工淬火钢这个硬度区间。
一、整体式PCBN刀片BN-S20牌号车加工淬火钢优势
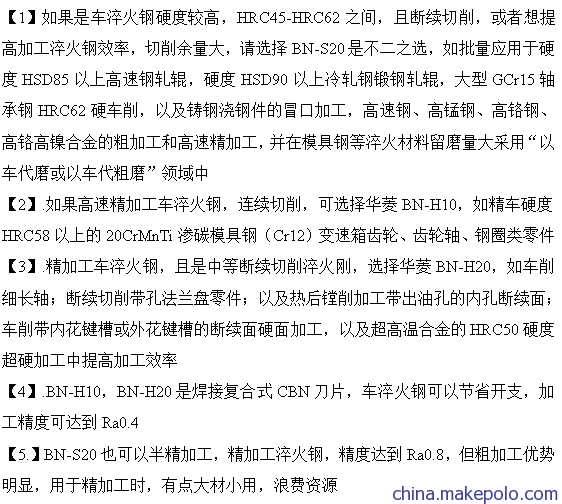
二、车加工淬火钢选择刀具大体方案(详情也可来电咨询)
BN-S20车加工淬火钢常用刀片型号SNMN1207,SNMN1204,CNMN1204,CNMN1207,RNMN1204
BN-H20车加工淬火钢常用刀片型号:CNGA1204,DNGA1506,WNGA0804,VNGA1604,TNGA1604
BN-H10车加工淬火钢常用刀片型号;CNGA1204,DNGA1506,WNGA0804,VNGA1604,TNGA1604
粗精车加工淬火钢外圆,端面 内孔刀杆型号如下:刀杆型号: 90度刀杆CCLNR/L2525(32*32 40*40), 45度刀杆CSSNR/L2525(32*32 40*40) ,75度刀杆 CSRNR/L2525 (32*32 40*40). 刀片型号:CNMN1204 CNMN1207 SNGN0904 SNMN1204 SNMN1207 SNMN1507等
三、华菱超硬车加工淬火钢能够解决哪些问题
1.淬火钢.硬度高,要求刀片硬度高
2.车加工淬火钢切削屑与刀尖接触时间短,刀尖温度高
3.淬火钢的硬度和强度大,可达到σb=2100~2600MPa,对刀片磨损严重
4.淬火钢硬度大,几乎没有塑性,刀刃易崩碎,磨损
5.淬火钢导热系数低,车加工淬火钢时温度高,需要刀片能够承受高温,高红硬性,高耐磨性
6.淬火钢热处理后有时形变严重,要求刀片具有极强的抗冲击性

四、车加工淬火钢常见零部件车削参数

五、车加工淬火钢加工案例介绍
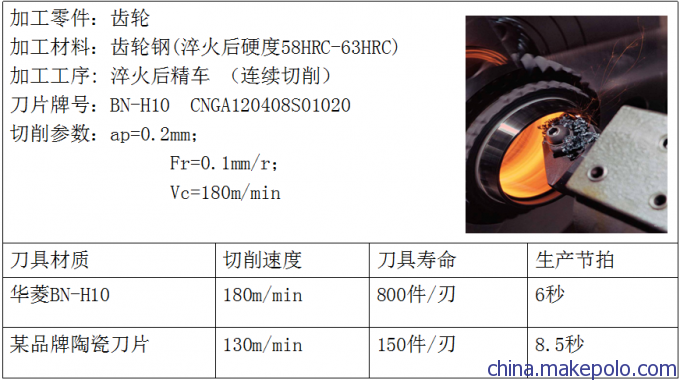
案例一、车加工淬火钢刀片BN-H10,加工淬火后齿轮
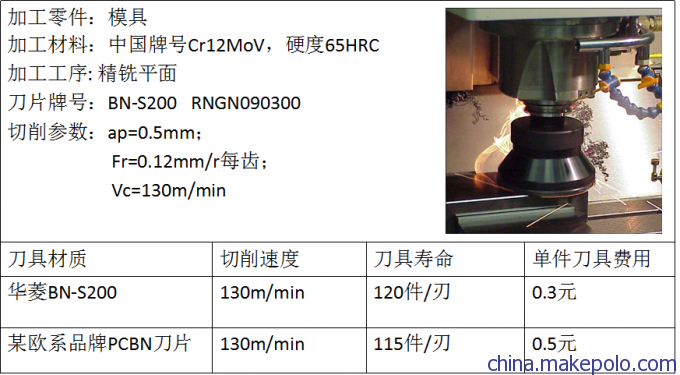
案例二、车加工淬火钢刀片BN-S200,加工淬火后磨具,精铣平面
案例三,车加工淬火钢刀片BN-S200,加工回转支撑轴承

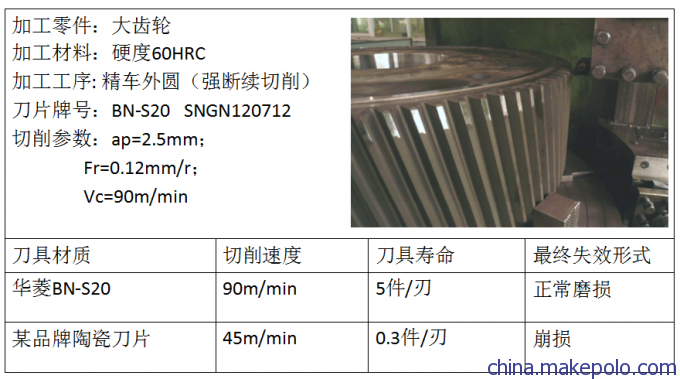
案例四、车加工淬火钢刀片BN-S20,加工淬火后大齿轮外圆
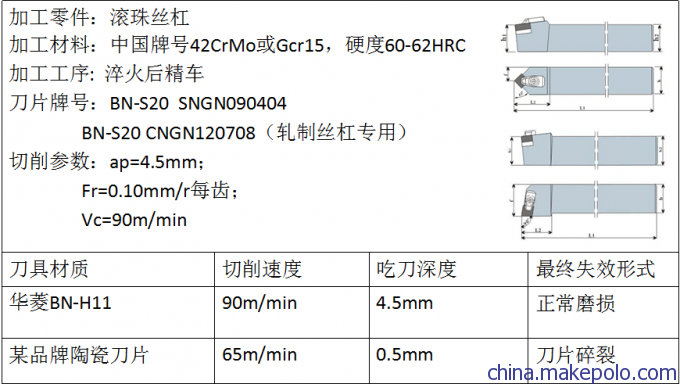
案例五、车加工淬火钢刀片BN-S20。淬火后精加工滚珠丝杠
案例六、车加工淬火钢刀片BN-H20,加工淬火后精车齿轮轴

结语:
车加工淬火钢刀片 车刀
凡是车加工淬火钢刀片,一般选择华菱超硬立方氮化硼刀具BN-H10,BN-H20,BN-S20三种刀具牌号即可完成,除非有其他特殊要求。
BN-H10一般连续精加工车加工淬火钢刀片,精度高,是焊接复合式CBN刀片
BN-H20一般连续精车加工淬火钢刀片,也可以中等强度的断续切削精车加工淬火钢刀片,如齿轮外圆,带键槽的内孔,法兰盘等,抗冲击性强
BN-S20是整体式立方氮化硼刀具,可以大余量粗车硬度HRC45-HRC79之间的淬火钢件,也可以精加工和半精加工淬硬钢,耐磨,高效
欢迎来电咨询,您将获得最佳刀具使用方案





