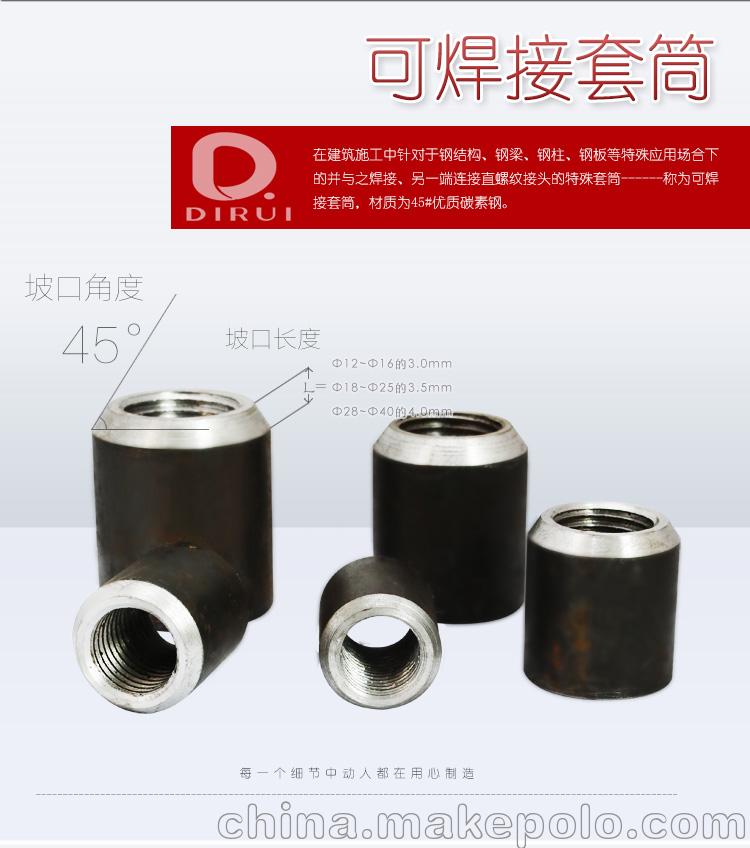
上海鼎锐专注于钢筋机械连接20余年,公司主要生产建筑钢筋机械产品,直螺纹套筒,可焊性套筒,螺纹钢筋套筒。其中可焊性套筒采用20Cr材质或优质45号碳素结构钢生产,产品质量全部达到一级标准。厂家直销价格优惠,欢迎来电咨询。



可焊性钢筋套筒的具体制作流程以及检测方法:
(1) 将设计完成并经试验合格的可焊性套筒运至施工现场或加工场;
(2)用特定的工装或其他辅助工具确定焊接位置;
(3)去掉套筒上的塑料保护盖;
(4)将可焊性套筒大倒角一端面对钢梁(柱)并对称点焊2点,点焊时应通过工装等方法保证套筒和钢柱之间留有约2mm的间隙;
(5)沿着可焊性套筒倒角进行施焊一周至规定焊缝要求;
(6)对焊缝进行质量检查;
(7)现场连接。
1.3接头焊缝的外观质量要求
为确保焊接质量及接头质量,可焊性套筒的焊缝外观有严格的要求:
(1)不得有气孔、夹渣、裂纹、弧坑、焊瘤等,发现缺陷应及时补焊;
(2)焊缝外形应均匀、饱满、过渡平滑,在焊缝任意25mm长度范围内,焊缝表面高低差值不得大于2mm;
3)焊角尺寸应符合规定,其偏差为0-3mm。
1.4接头外观质量检验方法
可焊性套筒施焊完成后具体的外观质量检验方法:
(1)用金属小锤敲打焊缝,检查是否有气孔或夹渣、裂纹 、弧坑、焊瘤等,发现缺陷应及时补焊;
(2)用卡尺测量焊缝高度是否符合要求,并且目测焊缝是否饱满,不得缺肉,焊缝外形应均匀,焊缝过渡应平滑。




