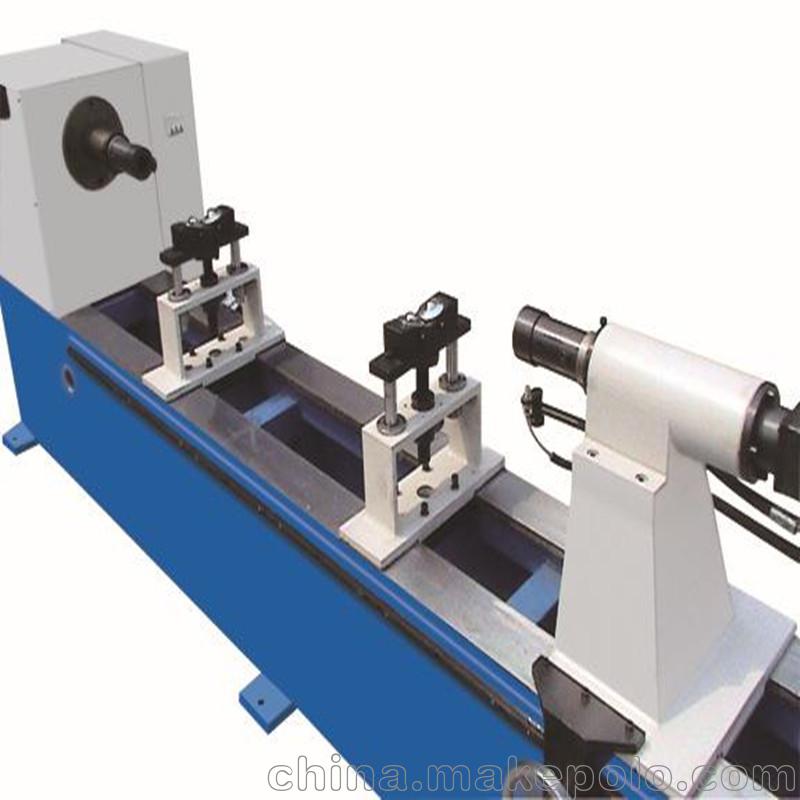
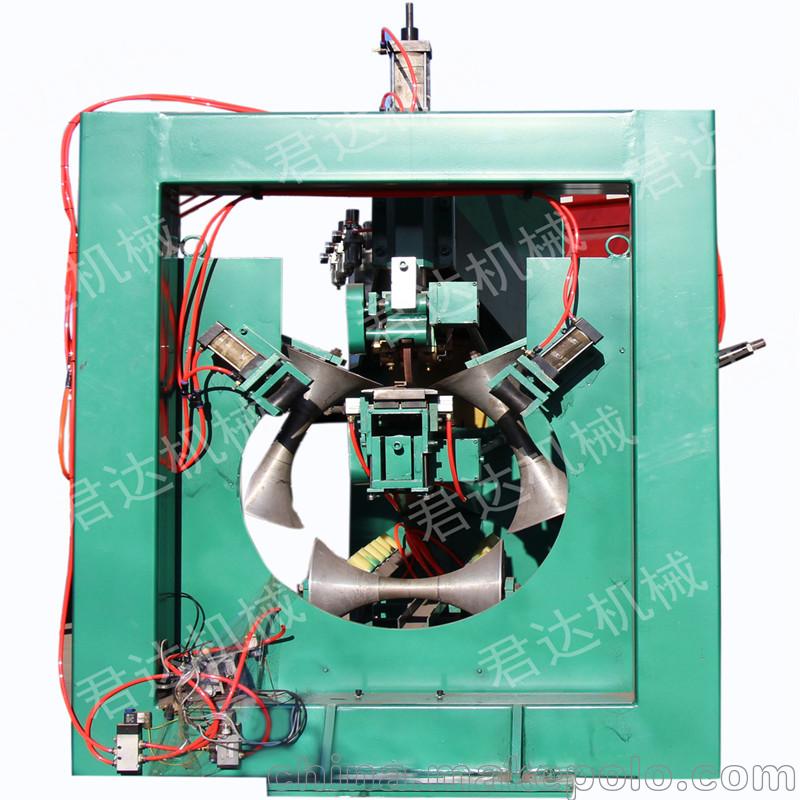
伊春市油箱焊接设备 支重轮焊接设备 导轮焊接设备

宁津县君达包装机械有限责任公司
中国 德州
产品属性
图文详情
品牌推荐
品牌
君达
型号
JD-4896
类型
接触式高频焊机
结构类型
固定式
电源类型
交流电源
控制方式
自动
是否数控
数控
冷却方式
空冷
频段
高频
焊接材质
不锈钢
额定容量
3kVA
额定负载持续率
80%
最大输入功率
3kW
焊接周期
20s
振荡频率
2kHz
工作电压
220V
最大振荡功率
3KVA
加热电流
50A
焊接厚度
5mm
外形尺寸
常规mm
重量
30kg
规格
常规