机器视觉的工作原理
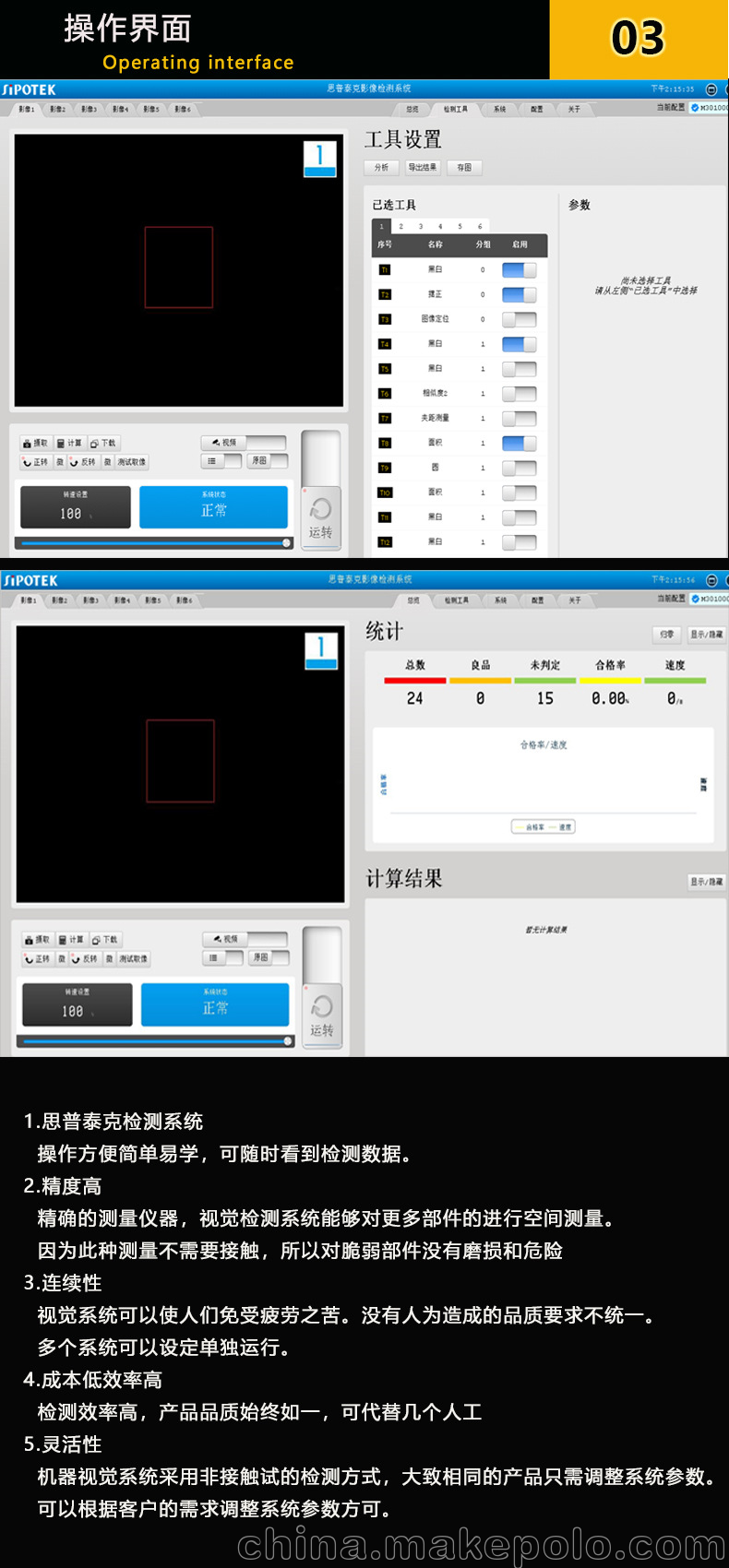
机器视觉检测系统是采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来收取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格/不合格、有/无等,实现自动识别功能。

机器视觉优势:
精确度高:人类视觉是64灰度级,且对微小目标分辨力弱;机器视觉可显著提高灰度级,同时可观测微米级的目标;
速度快:人类是无法看清快速运动的目标的,机器快门时间则可达微秒级别;
稳定性高:机器视觉解决了人类一个非常严重的问题,不稳定。人工肉眼检测是劳动非常枯燥和辛苦的行业,无论你设计怎样的奖惩制度,都会发生比较高的漏检率。但是机器视觉检测设备则没有疲劳问题,没有情绪波动,只要是你在算法中写好的东西,每一次都会认真执行。在质控中大大提升效果可控性。
信息的集成与留存:机器视觉获得的信息量是全面且可追溯的,相关信息可以很方便的集成和留存。




机器视觉的应用领域
1.识别
2.标准一维码、二维码的解码
3.光学字符识别(OCR)和确认(OCV)
4.检测
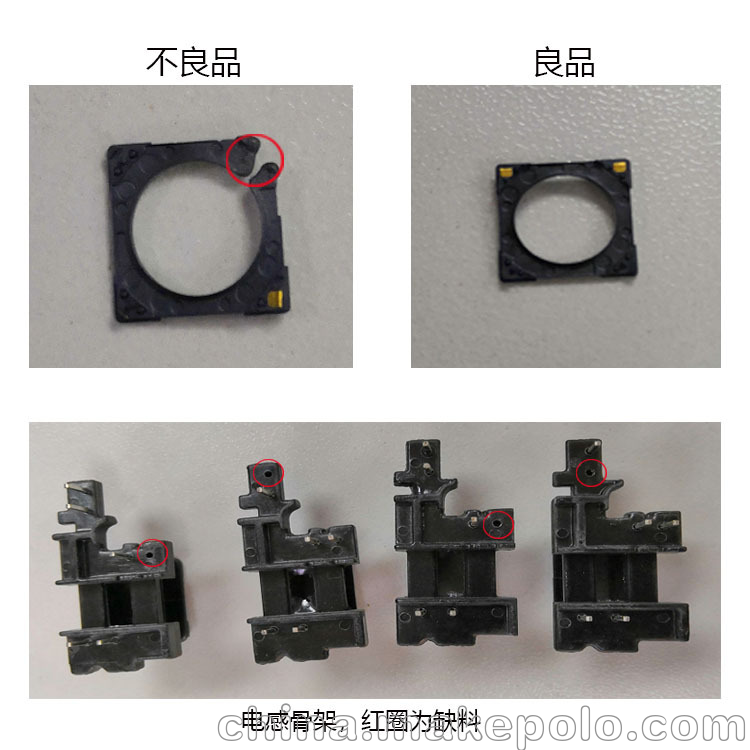
5.色彩和瑕疵检测
6.零件或部件的有无检测
7.目标位置和方向检测和测量
8.尺寸和容量检测
9.预设标记的测量,如孔位到孔位的距离
10.机械手引导
11.输出空间坐标引导机械手精确定位






