岛内自动切边机/压铸机连装全自动切边机/压铸件切边机配套压铸机结构性能介绍
主要技术性能、特点
液压机操作方式及工艺动作:
本压机的工作方式选择:有调整、半自动、全自动三种工作方式,可实现定程、定压两种工艺动作。在操作面板上装有保压延时时间继电器,可以调节保压时间,当达到设定压力时,处于保压状态。
调整:调整”亦称点动,按压相应的按钮产生相应的动作,手松即停,主要用于机器和模具的调整,其动作有滑块下行、回程动作。
双手动单次循环:双手按压下行按钮,设备连续完成快降——慢降——加压(到设定的压力或者位置)保压延时—卸压—回程--到位停止,设备完成一次连续的动作;
滑块设有调压阀和行程开关。能根据工艺需要来调整控制滑块的压力和行程位置。
本机主缸采用一个活塞式油缸(子母缸),驱动滑块快下快回。
工作台中间开有一个400×300mm方孔、连接一个落料口,下方可以放置落料收集车,通过模具切边后,能将产品集渣包和料柄去掉,自动通过模具滑送到废料收集车。
液压机结构形式描述
液压机主要由主机、液压系统、电气控制系统及其它辅助部件组成。
主机主要由机身、主油缸等组成。
岛内自动切边机/压铸机连装全自动切边机/压铸件切边机配套压铸机机身
机身由底座、立柱、锁母、滑块、上梁等组成,采用三梁四柱16螺母结构,可以对机身进行有效锁紧;主油缸一个布置在上梁内,机身结构件均采用钢板焊接结构,焊后进行退火处理以充分消除焊接内应力,具有较高的精度保持性。
上梁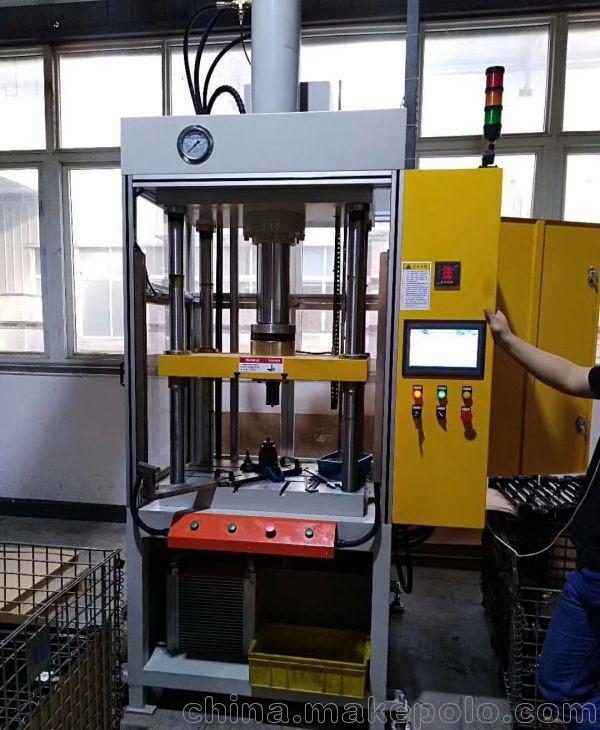
上梁由45#厚钢板直接加工而成,上梁内加工有1个主缸安装孔,其上还装有充液系统。
立柱
本液压机的四立柱为优质45#锻材,精加工中频淬火后表面镀硬铬抛光处理,硬度达到HRC45-50,以提高滑块运动时对立柱的耐磨性,同时确保液压机的导向精度(平行度和垂直度)和较强的承受偏载的能力。
岛内自动切边机/压铸机连装全自动切边机/压铸件切边机配套压铸机工作台
工作台由45#厚钢板直接加工而成,上面开有“井”字型T型槽,中间开有一个400×300mm方孔,下连接一个滑槽,便于工件冲裁后废料落下,废料收集车可以在工作台前方移入、移出。
岛内自动切边机/压铸机连装全自动切边机/压铸件切边机配套压铸机滑块
滑块本体也为45#厚钢板直接加工而成,滑块置于机身中间,其上平面分别与主缸联接。滑块下平面加工有“井”字型T槽,用以固定模具;滑块四角装有导向套,导套润滑系统为手动集中油脂润滑泵,保证滑块导向精度,滑块设计为凹形结构以加长导向长度,导向精度高,抗偏载能力强,精度保持性好。
岛内自动切边机/压铸机连装全自动切边机/压铸件切边机配套压铸机主缸
本机主油缸共1个油缸,为活塞式子母油缸(内置快速缸),活塞杆与滑块连接, 活塞杆均进行表面淬火后镀硬铬处理,表面耐磨、防锈、美观,缸筒为厚壁无缝管,其内壁经过滚压处理,采用日本NOK密封件(原装进口),密封可靠,使用寿命长。
压铸岛油压切边机由机身、液压系统和电气控制系统三大部分组成,可实现点动、双手单次迴圈两种动作(主要是配机器人实现自动化切边)。设备工艺程式根据用户使用工艺要求设定,操作方便,可靠。工作压力、行程范围均可根据工艺需要进行调整。在压制后具有保压延时(延时时间可调)。工作压力採用压力錶显示,主缸行程採用接近开关控制。主要适用于塑性材料的压制工艺,如冷、热挤金属零件成型、冲裁、弯曲、翻边。也可用于校正、压装、砂轮成型,塑胶制品及粉末制品的压制成型工艺。





