橡胶废气处理方案-催化燃烧废气处理设备成本
橡胶废气中的废气污染物其中大部分是来自橡胶生产线原料聚合以及热处理等过程,其中可能含有大量的苯乙烯、苯、二甲苯、丁酮、醛、硫化物、氮氧化物等有机废气及烟气,并伴随一定温度扩散至整个车间内部及厂界周边地区,是污染比较严重的废气。
橡胶废气、橡胶硫化烟气危害比较大,废气成分含有恶臭物质,并随着风向远距离飘逸,在空气中停留时间长。造成各种不良影响。因此,需要进行有效收集并做净化处理,以确保企业生产运行良好及改善车间及厂区环境、达到国家环保要求。
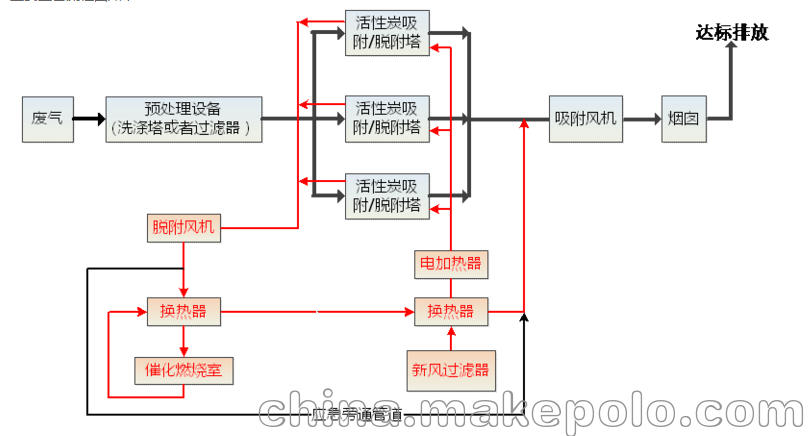
橡胶废气处理需要考虑运营成本及安全性,方案工艺路线拟采用以“通风系统(风机、收集罩、管道)+预处理系统(净化塔+除雾器)+核心净化系统(UV光解净化设备/活性炭吸附脱附-催化燃烧设备)”为核心工艺来处理该橡胶废气。
RCO催化燃烧装置概述
RCO催化燃烧装置(Regenerative Catalytic Oxidizer简称RCO),是将低温催化氧化与蓄热技术相结合的一种有机废气处理装置,应用于中高浓度(1000mg/m³—8000mg/m³)的有机废气净化的环保装置。橡胶废气处理方案-催化燃烧废气处理设备成本
RCO催化燃烧装置技术原理
废气首先通过陶瓷材料填充层(底层)预热后发生热量的储备和热交换,其温度几乎达到催化层(中层)进行催化氧化所设定的温度,这时其中部分污染物氧化分解。
废气继续通过加热区(可采用电加热方式或天然气加热方式)升温,并维持在设定温度;其再进入催化层完成催化氧化反应,即反应生成CO2和H2O,并释放大量的热量,以达到预期的处理效果。
经催化氧化后的气体进入其他陶瓷材料填充层,回收热能后通过旋转阀排放到大气中,净化后排气温度仅略高于废气处理前的温度。系统连续运转、自动切换,通过旋转阀工作,所有的陶瓷填充层均完成加热、冷却、净化的循环步骤,热量得以回收。
RCO催化燃烧装置结构组成
RCO装置主要由炉体、催化蓄热体、燃烧系统、自控系统、自动阀门等几个系统构成。
RCO炉体
炉体由三个蓄热室加一个氧化室组成。三个蓄热室分别执行预热、吹扫、蓄热功能,轮流进行。壳体由6mm碳钢板制造(表面喷砂),外表面设槽钢加强筋,壳体良好密封,外表面涂装耐热漆。
RCO炉体保温
炉体燃烧室及蓄热室内保温采用耐火硅酸铝纤维,耐热1200℃,绒重192kg/m3,厚250-300mm。陶瓷纤维模块内设置耐热钢骨架,用锚固件固定在炉体壳体上,外表面涂敷耐高温抹面。炉体外表温度环境温度+25度且不大于60℃。橡胶废气处理方案-催化燃烧废气处理设备成本
催化剂
本方案采用的催化剂是有机废气净化催化剂。属Pd、Pt等为主要活性组分,是一种新型高效的有机废气净化催化剂。
RCO燃烧系统
系统可采用天时Eclipse、麦克森Maxon以贵金北美North America工业燃气燃烧器。美国 NFPA 标准,双重关断阀设计。燃料 为柴油,高压点火,可适应多种情况。
RCO催化燃烧装置优势
(1)RCO工艺采用高效催化剂,中低温氧化分解,升温时间短,排烟温度低;
(2)采用RCO工艺净化有机废气,可同时去除多种有机污染物,具有工艺流程简单、设备紧凑、运行可靠、使用寿命长等优点;
(3)RCO净化效率高,一般均可达99%以上;
(4)RCO具有运行费用低、操作简便、维护保养易等优点,其热回收效率一般均可达85%以上;
(5)整个过程无废水产生,净化过程不产生NOX等二次污染;
(6)RCO净化设备可与烘箱配套使用,净化后的气体可直接回用到烘箱利用,达到节能减排的目的。
RCO催化燃烧装置适用范围
石油、化工、塑料、橡胶、制药、印刷、家具、纺织印染、涂布、涂料、半导体制造、合成材料等行业产生中、高浓度大风量有机废气处理,可处理有机物质种 类包括苯类、酚类、醛类、酮类、醚类、酯类、醇类、烃类等。橡胶废气处理方案-催化燃烧废气处理设备成本