
用TMF和RO回收冷却塔排水是有意义的
回收冷却塔排水的意义是非常大
在炎热的夏季,用水量急增,冷却塔消耗的水量大大增加,排放的水量很大,每天会排放好几次。回收这部分水的关键是尽可能的使循环浓度提高或增加循环的次数才排放。每次循环都会使污染物的浓度提高,为了避免系统腐蚀和损坏,溶液循环浓缩到一定浓度时必须排放。
标准的化学处理方法是:水软化和中和后使循环周期延长。
“但是单独的加药有一定的局限性,”西门子水处理部的Bill Willersdorf说,“在冷却塔中的一定浓度的钙、硅、氯和其他组分可以造成其故障,为了进一步的回收这部分水,投资特别的过滤和RO是有意义的”。
RO费用高,一般用来生产高质量的饮用水。但是,在水资源短缺的地方或脱盐非常中耀的现场、水费高的城市,是相当不要的。
近来的一个应用显示了:Constellation能源,巴尔迪摩财富2000的公司,希望在加利福尼亚高沙漠建一个新的电厂,但是发现当地作为循环冷却水的水源不充足。仅有的办法是:进行将近100%的回收。微滤或超滤和先进的RO处理系统,与2003年被安装。以至于现在Bill Willersdorf说:“实际上,电厂的所有水,包括冷却塔排水都经过了高质量的处理,经过不同的冷却工艺后,2000加仑/分被处理后再打回,没有一滴被浪费,剩余的RO浓水进行结晶(固体被填埋),蒸馏产物作为补给水。进水冷却塔的水是平衡的,最终排水为0。
在这个和其他几个相关的案例中,一系列严格的限制和专门的要求迫使回收上的创新。项目经理Willersdorf说:“如果你不能回收当地的市政污水或用高循环周期的冷水塔来设计电厂,你就不能建湿式冷却的电厂。”
为了节水,用RO
这听起来像一个感冒药,但在几年前,Greensboro NC的一个工程顾问Paul Levy说服了一个当地的工程公司去考察在一个大学校园用RO作为解决缺水的办法。他说,很可能的,你将RO作为锅炉脱盐水和其它昂贵的或敏感的系统,罐装和酿酒工厂。Levy指出,在循环冷却水回用的应用中通常不会马上被想到,回收系统往往是较贵的,最初的费用往往很高,是否能收回投资,取决于当地的水费和排污费。在一些水费高的城市,如波士顿、三藩市、休斯顿和奥斯汀,你可以发现用RO是非常经济的。RO和微滤系统越来越被证明是可行的。Willersdorf说,冷却塔排水的回收不是以饮用为目的,而是用在对脱盐和澄清有相对高要求的场合。回收冷却塔排水能节约大量的自来水。
问题在于有时候没有足够的水,和接着的案例显示的一样,如果水干涸,快速发展的城镇和城市将停止。RO将逐步变成“仅有的办法”。Levy指出,作为一个广泛的标准,用RO回收冷却塔排水,将可以使循环周期延长两倍或更多,所以投资很容易证明是正当的。
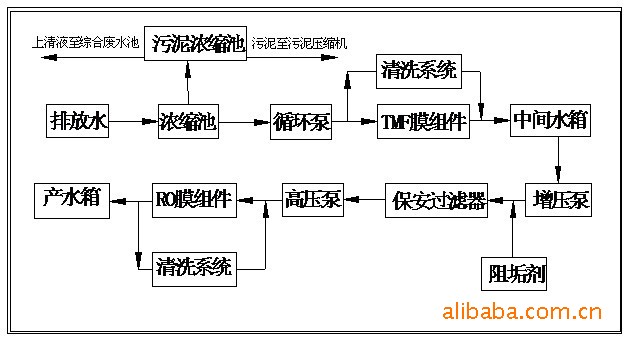
回收冷却塔排水系统图

一个大实验室
LOS Alamos国家实验室(LANL)——一个世界级的研究中心,跨骑在干涸的新墨西哥的7000英尺的山脉上,十年前就有严格的用量限制,LANL的工艺工程师和运行项目负责人Steve Hanson指出。不久,这些限制被证明是不够的。到上世纪90年代末为止,LANL正计划建一个300,000平方英尺的大组合体,一英亩的空间将需要。Hanson说:“相当精确的温度控制,仅冷却塔每天要求50,000加仑的水。这个水量远多于容易得到的水量。”他记得实验室已经没有办法了。
不要过于担心,LANL的废水站提供了大量潜在的回收水流,Hanson和其他的工程师可以想象很好的前景。
这里,他们面对一个高SiO2(105ppm)的大挑战,当SiO2很容易析出,这意味着不到两倍的浓缩浓度就大道了这个值,一旦形成结垢,SiO2 的结垢的去除是非常困难的。SiO2很容易损害RO膜,非预期的修理费用大大增加,所以制造商对SiO2有限制。这样,一系列的危险药品必须被用,包括HCl、MgCl2、NaOH、FeCl3、NaClO、NaHSO3。一般的维修人员对这些物质的技能和经验很可能是有限的。因此,未知的处理和保存问题出现了。在这个案例中,为了避免错误成分的不利混合(在LANL保存区域易发生),化学罐接受管道被改变它们只有与正确的喷嘴一起才可能操作。
另一难题是实际所需要的化学药品量。例如,比例、次序和应用步骤。在最初的试验和测试阶段,LANL允许两个膜厂家(Usfilter和Aquatax),两个化学品公司(West和Nalco)来进行两个小冷却塔并排进行测试,化学品、过滤系统和技术的结合进一步加大了水的回收量。
Hanson记得,所有四个厂商都取得了好的结果,膜系统使浓缩倍数提高了4倍,化学公司达到了3倍,理论上甚至可以更多,他补充说,但是4倍就是目标值。这个比率与未处理时相比几乎是4倍,使工厂建一个大的RO系统经济上是可行的。
当Usfilter赢得了这次竞争和合同后,组合了促使SiO2沉淀的装置、公司旗下的Memtek膜和RO膜。建设花了一年,2005年春天工厂投入运行。从那以后,Hanson高兴地报告结果和性能已经满足和超过了所有的预期。
在第一个阶段,HCl把pH调到4.5左右。然后,MgCl2和FeCl3都加入和SiO2反应,pH调到10.5后,加NaOH产生沉淀。接着,微滤拦截了固体物,去除高浓度SiO2后但TDS依然很高的水含SiO2在5-6ppm,透过RO后,RO几乎去除了所有的TDS和SiO2。在系统的末端,SiO2实际上几乎没有了,总固体浓度仅20mg/l,而在进口TDS是800mg/l,SiO2是105mg/l。SiO2形成的残渣,经压滤机后到填埋厂。
水的回收率可以高达97%,液体排放为0,3%会因蒸发而丢失。
Hanson又一次说在运行方面,工厂是梦幻般的,每班有两个工人管理它。化学条件、流量、流速、透盐和其他的知识都能接触(备注:在一个世界级的实验室运行一个废水站,意味着你优先接触最顶级的系统)。
一个机警的化学药品用量能在之前预测到:MgCl2的用量下调了,FeCl3稍微增加了,从整体上看,费用降低了。
Hanson继续说“这是容易维护的”,虽然工厂的运行曾经被中断,惊奇的是最初的微滤膜仍然在用,它们工作得“非常好”,他报告到,产生了“超过99%的脱盐”,“通过量没有丝毫的下降,性能没有退化”。
东莞市威迪膜科技有限公司
公司网址:www.vicdi.com 公司邮箱:vicdi@vicdi.com 公司热线:4000-222-515 公司地址:广东省东莞市虎门镇村头管理区团结大道


