镀钛螺尖丝锥供应 TOSG螺尖丝锥批发 高速钢螺尖丝锥

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG大宝/TIN-EX-POT
品牌
TOSG大宝
材质
高速钢
型号
TIN-EX-POT

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

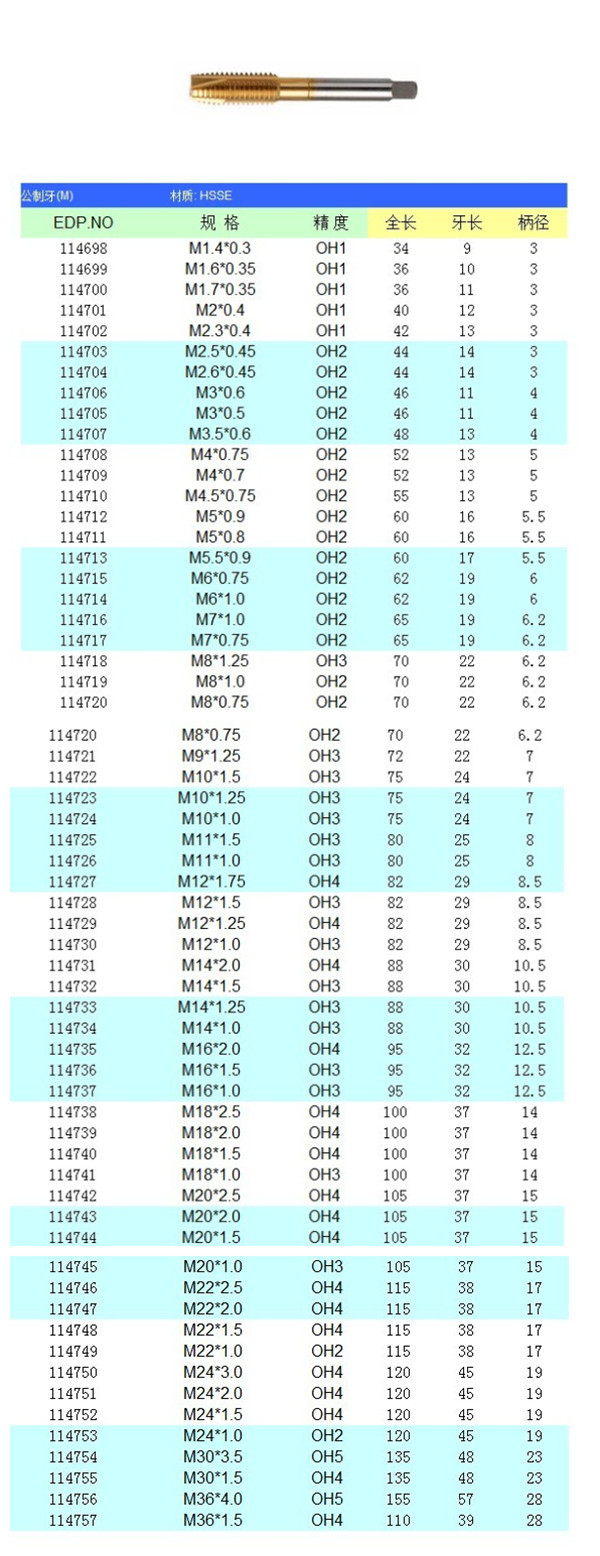
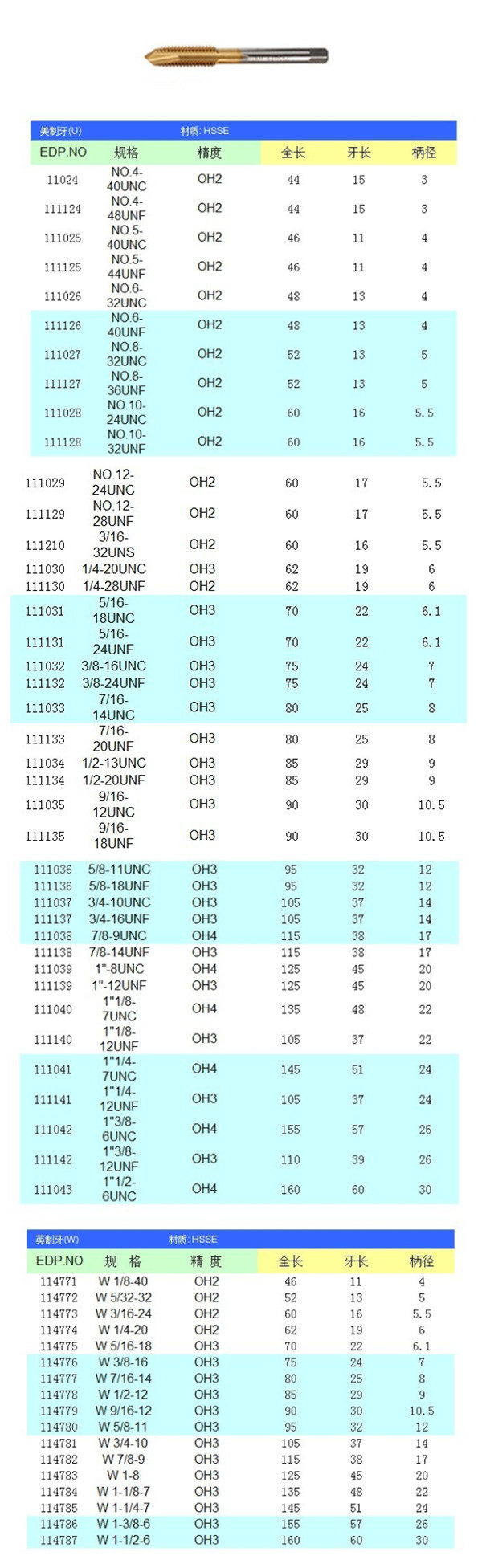
| TIN-EX-POT镀钛先端丝攻 |
| 镀钛先端丝攻主要是用于各种通孔材料之螺纹被削作业。先端丝攻具有于一般之手用丝攻相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,藉以旋转推送切屑从孔的下方排出。由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切屑堵塞而造成丝攻的损害。因此先端丝攻可采用比一般之手用丝攻更快的速度来切削高精度之螺纹。 |

TIN-EX-POT镀钛先端丝攻

| 一 先端丝攻要点有哪些? |
| 在五金行业中的丝锥家族里面有一种叫先端丝攻的螺纹刀具,掌握先端丝攻基础知识是每个五金人进步的前提,先端丝攻要点介绍如下: |
| 先端丝攻一般用来攻通孔内螺纹,切屑从孔前方排出。 |
| 重点词:特殊设计的螺旋沟槽 攻通孔 |
| 螺旋沟槽:先端丝攻具有与一般手用丝攻相同的直线沟槽,但在先端丝攻的切削部前端有经特殊设计的螺旋沟槽,藉以旋转推送切屑从孔的下方排出,由于先端丝攻具有这种旋转排出切屑的功能,所以可以保持沟槽的清洁来减少切削时的阻力,还可以避免由切屑堵塞造成的丝攻损害,因此,先端丝攻可以采用比一般手用丝攻更快的速度来切削所需的高精度螺纹。 |
| 攻通孔:切屑由特殊设计的螺旋直沟槽推送到孔下方排出。 |
| 适用被削材:中低碳钢、合金钢、铜、铝、镁合金等。 |
二 丝攻的涂层 |
| 涂层分为 B-NRT(白色) TIN-NRT(氮化钛) TICN-NRT(氮碳化钛) ALSIN-A-NRT(硅铝钛) |
| 所有规格的挤压丝攻,全部选用进口HSSE或CPM材料,采用德国成套进口全自动丝攻生产线一次磨削完成。 |
| 三 先端丝攻选购时参数的注意事项 |
| 先端丝锥各角度之间是互相联系互相影响的,不能为提高刀具性能单独选择某一角度。例如,在加工硬度较高的工件材料时,为了增加切削刃的强度,一般取较小的后角。但在加工特别硬的材料,如淬硬钢时,通常采用负前角,这时楔角较大,如适当增大后角,不仅使切削刃易于切入工件,而且还可提高刀具耐用度。另外,TOSG先端丝锥 |
| 前角与刃倾角的选择也常常相互影响。 |
| 强力车刀的几何参数,用于在 p a =30 mm~35 mm,f=1 mm/r~1.5 mm/r,v=50 m/min 条件下切削锻钢件。车刀的前角 o γ =18° ~20°,这样可以减小切削力。为了增加切削刃的强度,采用了 s λ =-4° ~-6°的刃倾角和 1 bγ =0.8 mm~1 mm, o1 γ =-10°的负倒棱。刀具主偏角选为 75°,可以减小径向切削力。刀尖强度则通过采用 2 mm~4 mm 的过渡刃及 1.5 mm~2 mm 的刀尖圆弧得到保证。因此这把车刀的使用效果较好。由此可见,任何一个先端丝锥的合理几何参数,都应该在多因素的相互联系中确定。 |
| 攻牙是螺纹孔加工中应用很广泛的一种方法。它可以借助丝攻的几何形状确定螺纹的成型,所以加工时无需专用机床, 在普通机床, 生产线专机以及加工中心上都可以使用。攻牙过程是丝锥先正转进行切削,到螺纹底部时反转,离开工件,在非常狭窄的空间进行切削并将切屑排出。对于不同的加工条件,不同的加工材质,所选择的丝锥种类也不同。在小直径及大批量生产中多采用YAMAWA丝锥攻丝。 |
切削三要素对切削力、刀具磨损和刀具耐用度、产品加工质量等都有直接的影响。只有选择合适的切削用量,才能充分发挥机床和刀具的功能,最大限度地挖掘生产潜力,降低生产成本。本章主要介绍如何根据合理的刀具耐用度来选择切削用量。
|



