
1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

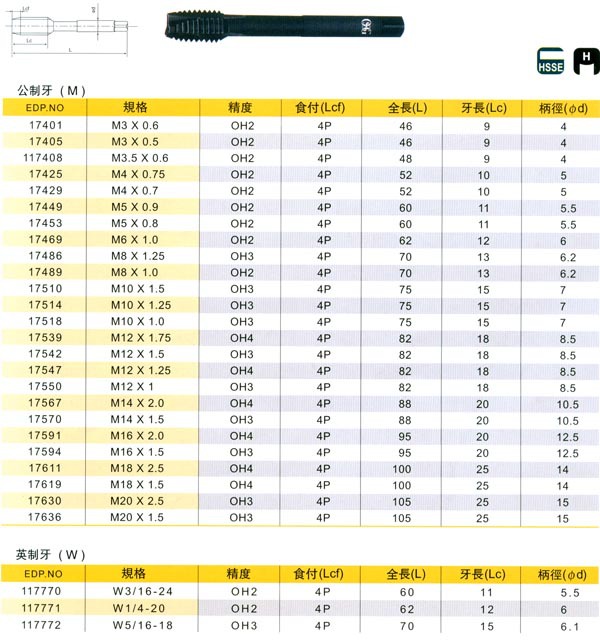
| EX--DH-POT深孔用先端丝攻 |
| 深孔攻牙的情形,时有切削中扭力变大,螺峰崩劣,或丝攻折断之事,此样丝攻则须将其螺纹部缩短,以减轻切削扭力,更为防止融着发生而丝攻表面作氧化处理。 |

EX--DH-POT深孔用先端丝攻

| 一 DH-SFT 深孔用: |
| 深孔攻的情形,时有切削中扭力变大,螺锋崩裂,或有丝攻折断之事.本型丝攻已缩短其螺纹部以减轻切削扭力,及有约50度的高度螺旋槽,所以切削阻力小,排屑容易排出,能得漂亮加工面。 |
| 注:我们所说的深孔是指深度在丝攻径2.5倍以上的攻牙作业 |
| 二 丝锥种类 |
| 1.螺旋槽丝锥 |
| 螺旋槽丝锥比较适合加工不通孔螺纹(也叫盲孔),加工时切屑向上排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度,利于延长丝锥寿命。加工有色金属比如铜铝镁锌等螺旋角选的大一点,可在45度左右,切削锋利一些,利于排屑。 |
| 2.先端丝锥 |
| 先端丝锥加工螺纹时切屑向下直接排出,它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用先端丝锥。 |
| 3.挤压丝锥 |
| 挤压丝锥比较适合加工有色金属,与上述切削丝锥工作原理不同,它是对金属进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。[2] |
| 三 丝攻切削温度及磨损分析 |
在切削塑性金属的过程中,工件材料受到丝攻前刀面的推挤,发生变形,最终被撕裂下来形成切屑,这个过程中存在着 3个变形区。以剪切滑移为特征的第一变形区和以内摩擦为特征的第二变形区的变形程度决定着切屑的形态、 机用丝攻切削力的大小和切削温度的高低。 切屑变形的大小可以用相对滑移r ε 或变形系数 Λ 表示,不同的加工状态生成带状、节状、粒状和崩碎四种类型的切屑,随工件材料、丝攻和切削用量等因素的改变其切屑形态也会发生转化。
切削力、切削温度是衡量切削状态的重要指标,可以通过实验获得,是切削中变形、摩擦等内部变化的外在表现,它们相互关联且与工件、丝攻和切削用量等因素有关。切削力来源于:①克服被加工材料弹性变形的抗力;②克服被加工材料塑性变形的抗力;③克服切屑对丝攻前刀面、工件过渡表面和已加工表面对丝攻后刀面的摩擦力。在生产实际中计算丝攻切削力的经验公式可以分为两类:一类是指数公式;另一类是按单位切削力进行计算。切削温度是影响丝攻磨损的最重要因素,对它的控制主要从热源和散热途径两个方面采取措施,对切削温度分布的研究有助于探寻切削的规律。
丝攻的磨损形式有前刀面磨损、后刀面磨损和边界磨损,产生磨损的机理有机械磨损、黏结磨损、扩散磨损、化学磨损和热电磨损,这些磨损机理往往同时起作用,在不同的切削条件下,要分析哪一个在起主导作用。TOSG丝攻磨损的过程大致分为初期磨损、正常磨损和急剧磨损三个阶段,正常磨损阶段是丝攻的有效工作阶段,在急剧磨损阶段到来之前,就要及时换刀或更换新切削刃。制定合理的丝攻磨钝标准对提高生产效率、保证加工质量和控制生产成本很有意义。利用丝攻达到磨钝标准时的纯切削时间作为丝攻耐用度来衡量丝攻材料切削性能,丝攻耐用度与切削用量之间的关系可以通过丝攻耐用度方程来加以研究。
以外摩擦为特征的第三变形区决定着已加工表面质量的好坏,已加工表面质量是从表面粗糙度、加工硬化和残余应力等方面来衡量,已加工表面微观几何不平度的高度称为粗糙度,它产生的原因有:①几何因素产生的粗糙度,也称为理论粗糙度,由进口丝攻切削运动和丝攻的几何形状产生,主要取决于残留面积的高度。②由于切削过程不稳定因素所产生的粗糙度,包括积屑瘤、鳞刺、切削变形、丝攻的边界磨损、切削刃与工件相对位置变动等。已加工表面硬度往往是基体的 120%~200%,表面层的硬化可以使零件的耐磨性提高,但是也增加了后续加工的难度和丝攻磨损,加工硬化通常以硬化程度 N 和硬化层深度 Δhd 表示。当切削力的作用取消后,工件表面保持平衡而存在的应力称残余应力。残余应力有压应力和拉应力之分,压应力有时能提高零件的疲劳强度,但拉应力则会产生裂纹,使疲劳强度下降。另外,应力分布不均匀会使零件产生变形,从而影响零件精度,对精密零件的正常工作极为不利。产生残余应力的原因有塑性变形引起的应力、切削温度引起的热应力和相变引起体积应力三种。所以应认真研究金属切削的过程,分析各种因素之间的相互关系以及它们对切削 过程的影响,进而探索有效地控制措施,从而用理论来指导生产实践。
|




