日本不锈钢用螺帽丝攻丝锥加工 浙江螺帽丝锥丝攻

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG/TIN-SUS-SNT
品牌
TOSG
材质
不锈钢
型号
TIN-SUS-SNT

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

| EX-SUS-SNT螺帽丝攻 |
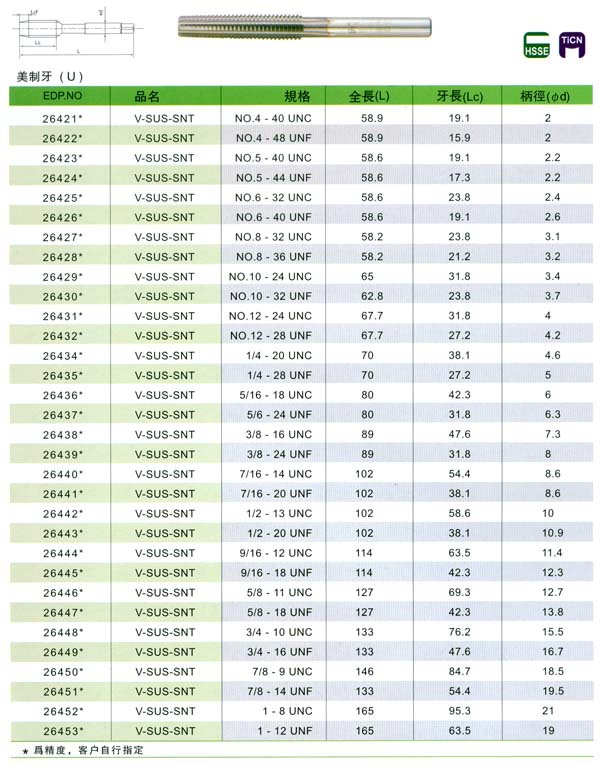
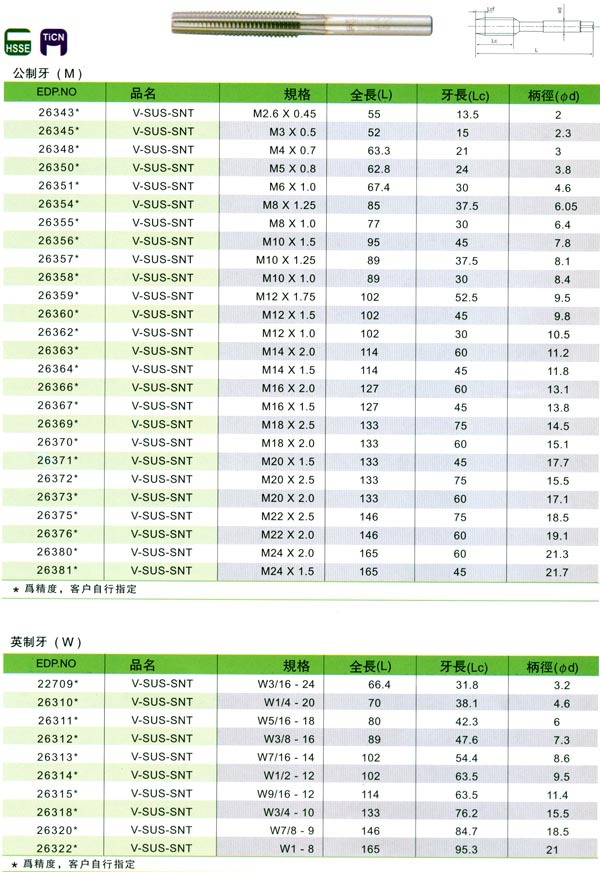
| EX-HS-SNT/EX-SUS-SNT螺帽丝锥,主要适用于螺帽的加工攻牙,根据螺帽的加工特性考虑丝锥的牙部、柄部比较长,其食付倒角(吃入部)占整个牙长的75%。分一攻、二攻和三攻,使用时柄部需焊接故一般都不是方柄 。本款丝锥适用范围:主要用于不锈钢等螺帽。 产品还有其他分类: NT 长柄螺帽丝锥 HS-SNT 高速螺帽丝锥 SNT 短柄螺帽丝锥 SUS-SNT 不锈钢用螺帽丝锥 TIN-SNT 钛处理螺帽丝锥. |
| 适用被削材:主要用于攻45#钢 调制钢等螺帽 |
| 丝攻经典等级:GH5 GH6 GH7 GH8 GH9 |
| 丝攻材质:HEEE |
| 表面处理;镀钛(TIN) |

EX-SUS-SNT螺帽丝攻

一 螺帽丝攻切削注意事项 | |||||||
| 切削钛合金最好选用钛合金专用的钛合金专用丝攻。 | |||||||
| 切削加工钛合金应从降低切削温度和减少粘结两方面出发,选用红硬性好、抗弯强度高、导热性能好、与钛合金亲和性差的刀具材料,YG类硬质合金比较合适。由于高速钢的耐热性差,因此应尽量采用硬质合金制作的刀具。常用的硬质合金刀具材料有YG8、YG3、YG6X、YG6A、813、643、YS2T和YD15等。 | |||||||
| 涂层刀片和YT类硬质合金会与钛合金产生剧烈的亲和作用,加剧刀具的粘结磨损,不宜用来切削钛合金;对于复杂、多刃刀具,可选用高钒高速钢(如W12Cr4V4Mo)、高钴高速钢(如W2Mo9Cr4VCo8)或铝高速钢(如W6Mo5Cr4V2Al、M10Mo4Cr4V3Al)等刀具材料,适于制作切削钛合金的钻头、铰刀、立铣刀、拉刀、丝锥等刀具。 | |||||||
采用金刚石和立方氮化硼作刀具切削钛合金,可取得显著效果。如用天然金刚石刀具在乳化液冷却的条件下,切削速度可达200 m/min;若不用切削液,在同等磨损量时,允许的切削速度仅为100m/min。
|



