宁波PT1/8管用机用丝锥加工厂 机用丝锥价格低

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
OSG/欧士机/SPT
品牌
OSG/欧士机
材质
高速钢
型号
SPT

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

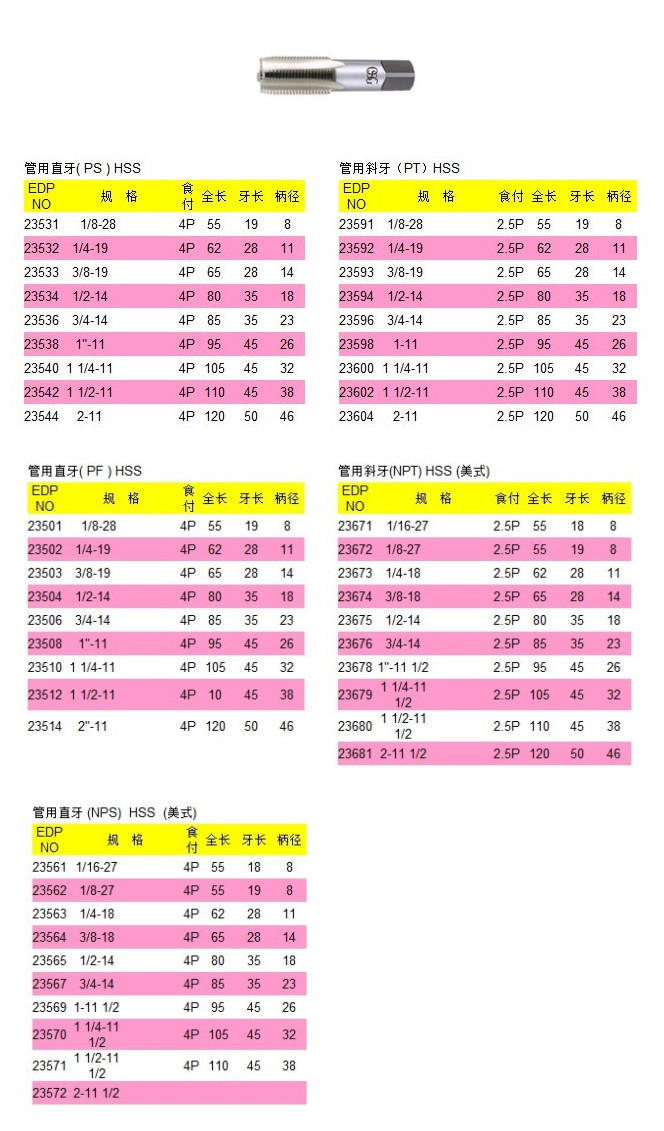
| SPT一般用英制管用平行丝攻 |
| 此是JIS规格上规定广泛使用的丝攻,以螺纹牙形55度角度的英制管用螺丝为使用对象。《JIS B4445 4446》 |

SPT 管用丝攻HSS

| 一 丝锥的情况处理 |
| 丝锥折断 |
| 丝锥螺纹底孔加工时,底孔直径偏小,排屑不好造成切屑堵塞;攻盲孔丝锥螺纹时,钻孔的深度不够;攻丝锥螺纹的速度太高过快;攻丝锥螺纹用的丝锥与丝锥螺纹底孔直径不同轴;丝锥刃磨参数的选择不合适;被加工件硬度不稳定;丝锥使用时间过长,过度磨损。 |
| 正确地选择丝锥螺纹底孔的直径;刃磨刃倾角或选用螺旋槽丝锥;钻底孔的深度要达到规定的标准;适当降低切削速度,按标准选取;攻丝锥螺纹时校正丝锥与底孔,保证其同轴度符合要求,并且选用浮动攻丝锥螺纹夹头;增大丝锥前角,缩短切削锥长度;保证工件硬度符合要求,选用保险夹头;发现丝锥磨损应及时更换。 |
| 丝锥崩齿 |
| 丝锥前角选择过大;丝锥每齿切削厚度太大;丝锥的淬火硬度过高;丝锥磨损严重。 |
| 适当减小丝锥前角;适当增加切削锥的长度;降低硬度并及时更换丝锥。 |
| 丝锥磨损过快 |
| 攻丝锥螺纹时速度过高;丝锥刃磨参数选择不合适;切削液选择不当,使用不充分;工件的材料硬度过高;丝锥刃磨时,产生烧伤现象。 |
| 适当降低切削速度;减小丝锥前角,加长切削锥的长度;选用润滑性好的切削液;对被加工工件进行适当的热处理;正确的刃磨丝锥。 |
| 丝锥螺纹中径过大 |
| 丝锥的中径精度等级选择不当;切削液选择不合理;攻丝锥螺纹的速度过高;丝锥与工件丝锥螺纹底孔同轴度差;丝锥刃磨参数选择不合适;刃磨丝锥产生毛刺;丝锥切削锥长度过短。 |
| 选择合适精度等级的丝锥中径;选择适宜的切削液并适当降低切削速度;攻丝锥螺纹时校正丝锥和丝锥螺纹底孔同轴度;采用浮动夹头;适当减小前角与切削锥后角;消除刃磨丝锥产生的毛刺,并适当增加切削锥长度。 |
| 丝锥螺纹中径过小 |
| 丝锥的中径精度等级选择不当;丝锥刃磨参数不合适;丝锥磨损;切削液选择不合适。选择适宜精度等级的丝锥中径;适当加大丝锥前角和切削锥度;更换磨损过大的丝锥;选用润滑性好的切削液。 |
| 丝锥螺纹表面粗糙度大 |
| 丝锥刃磨参数不合适;工件的材料硬度过低;丝锥刃磨质量差、切削液选择不当;攻丝锥螺纹的削速度太高;丝锥磨损大。 |
| 适当加大丝锥前角,减小切削锥度;进行热处理,适当提高工件硬度;保证丝锥前刀面有较低的表面粗糙度值;选择润滑性好的切削液;适当降低切削速度;更换已磨损的丝锥。 |
| 二 丝攻的的修磨 |
| 倘若修磨按方法施行适当,则可求得工具寿命延长及工具费用的低减,但对精度及寿命容易降低的小径丝攻或特殊丝攻又或廉价SKS制丝攻而言,修磨的经济效果则有充分检讨的必要。 修磨的时期 注意下列事项则可: (a)工具正有损伤时 |
| (b)切削出螺丝尺寸精度不合格时 |
| (c)切削出螺丝的加工面差时 |
| (d)切削阻力大时 |
| (e)切削时发生嘎吱嘎吱的声响时 |
| (f)切屑的形状开始变化时 |
| 此外在大量生產工厂,事先调查出丝攻的平均寿命,在磨逾初期即实施定期性的定期修磨办法是有实用性的。 修磨的部分 丝攻的损伤形式而需修磨者,以修磨逃屑槽及吃入部两处為理想,但因损伤状态的不同,修磨一处也可。不论何种情形,修磨深度至最少限的安排是有必要。 |
| 三 如何解决丝攻故障 |
| 很多人在加的时候偶尔会出现故障,那应如何解决呢。让欣泰在告诉你吧,一般是用一个小冲子慢慢的冲出来,或者把丝攻敲碎,自制一个三爪的专用工具伸到容屑槽中旋出来,大丝锥可以用电焊堆出来,或者用火焰吧丝锥烧退火之后用电钻弄掉,电火花进行烧蚀,用一根8个的丝锥拧上两个螺母,然后用三根钢丝穿到容屑槽中,对准孔里面的的容屑槽,看看能不能拧动,工件不大的话放在火里面烧红之后再拧。 |



