osg丝锥丝攻总代理 M2.5OSG直槽丝攻公差

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
OSG/欧士机/HT
品牌
OSG/欧士机
材质
SKS
型号
HT

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

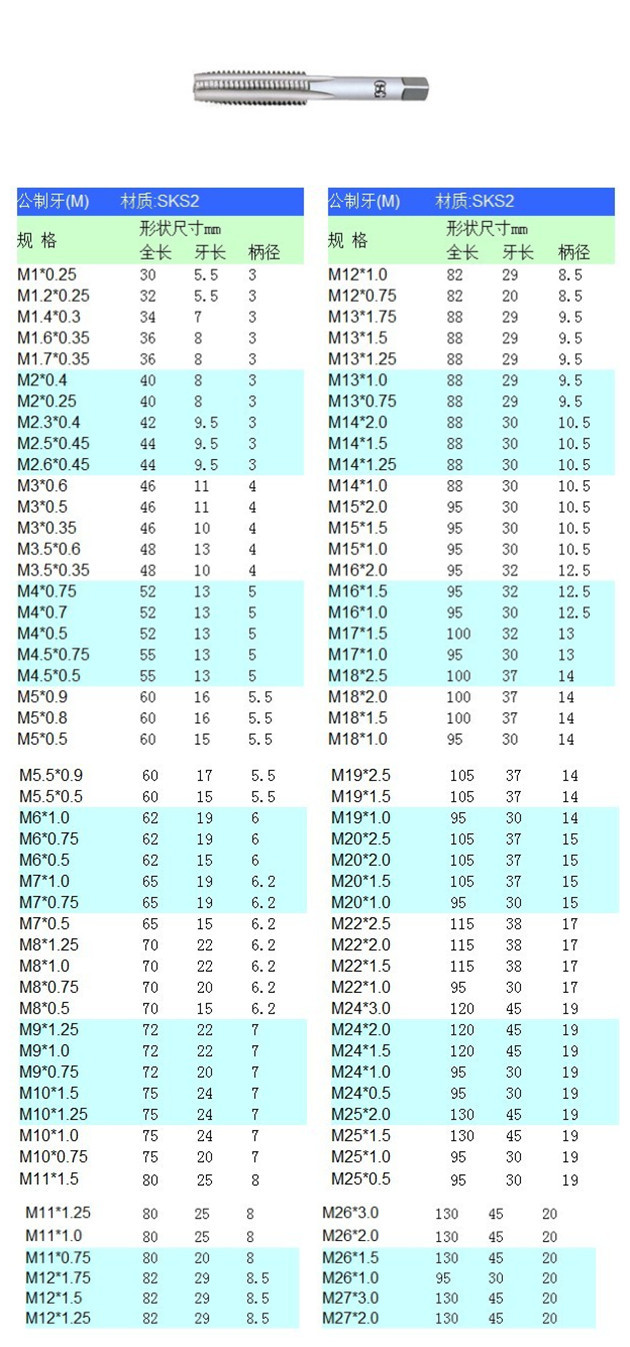
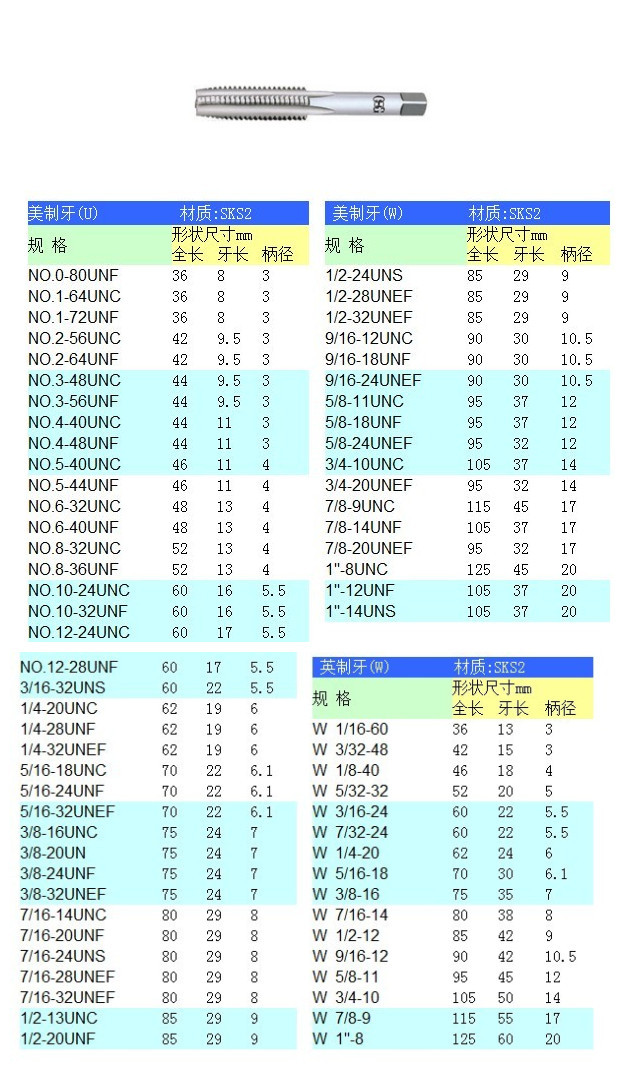
| JIS规格上制定此称为等径手绞丝攻此是最为广用,也是有广泛用途的丝攻。《JIS B4430 4432 4436 4438 4439》库存范围亦广,SKS ,SKH 的各种都全凑齐 |

手铰丝锥 HSS

一 丝攻在机械中不可缺少 |
| 丝攻是机械加工必不可少的器具,传统的丝攻结构和功能单一,对于延展性较大的材料,好比铸板,铜板,不锈钢板以及管类,假如使用一般的丝攻,必定造成外观差,不光滑,材料纤维被堵截,丝攻的使用寿命也受到影。 |
| 一.市场远景: |
| 广泛应用于:航空航天,汽车,机械,仪器仪表,精密电子,模具切削等。 |
| 二.开发程度: |
| 样品(试验认可) |
| 三.效益分析: |
| 以每支计利润100-300% |
| 四.投产前提: |
| 厂房,设备,材料 |
| 五.上风分析:发电机 淋膜纸 www.kuangshean.com |
| 二 丝攻折断原因和预防措施解析 |
| 丝攻折断原因 |
| 攻丝开始时,丝锥起步定位不正确,即丝锥的轴线与底孔的中心线不同心,在攻丝过程中扭矩过大,这是丝锥折断的主要原因,由此而造成的丝锥折断现象比前述诸因素造成的丝锥折断总和还要多。出现这种丝锥与底孔不同心的现象,看起来是操作者的技能问题,但实际上是由于丝锥结构上存在不足所致。目前所用的手动丝锥前端均为锥形。其初始工作面与底孔呈点状接触 ,丝锥与底孔的同心度全凭操作者的技能和经验来保持,既要使丝锥保持左右垂直于底孔端面,又要保持前后垂直于底孔端面,还要在用力下压丝锥的同时双手均衡用力扭动丝锥。如此多项内容必须相互兼顾同时进行,技术水平欠佳的操作者是很难完成此项工作的。即使是技术水平较好的高级技工,在手动攻丝作业时也不是每次都能掌握得很准确。 |
| 丝攻折断的预防措施 |
| 1、加强工人的技能训练和技术培训,提高手动攻丝作业的理论水平,熟练掌握攻丝作业中的实际操作技能。 |
| 2、改进丝锥的结构。在头锥的前端增设长度为5~10mm、直径与底孔钻头直径相同的圆柱体,将其作为丝锥与底孔能自动保持同心的引导部位,使丝锥本身具备在攻丝开始时自动与底孔保持同心的功能。用这种丝锥攻丝时,可避免因丝锥与底孔不同心而发生的丝锥折断现象,也可杜绝因底孔与丝锥不匹配而发生的丝锥折断现象。同时,由于丝锥不可能进入与丝锥不匹配的底孔,因而也就能有效防止操作者误用钻头的情况出现。 |
| 现在的丝攻工具已经有两种趋势了,第一种就是高速钢材料的丝攻产品,这一类的丝攻产品技术已经很成熟了,基本上现在市面上流行各种中低档的丝攻工具都是采用的高速钢材料制作的,还有一类是新兴的丝攻工具,就是硬质合金材料的丝攻,这一类的丝攻工具在生产的时候,难度更加的大,当然,使用效果也非此行的不错,但是第一方面是因为生产难度太大,第二方面则是因为因为生产成本的高昂,所以价格也是非常的高,所以,在市场上销路还不是很好,但是不可柔韧的是,随着科技的进步,硬质合金材料的成本一旦降低,那么以硬质合金材料为主要生产原材料的丝攻工具会迅速的占领市场,但是至少在目前,硬质合金材料还不是很普及,而且因为本身硬度的原因,硬质合金材料的丝攻工具在生产方面也存在很多的困难,当然不可柔芬的时硬质合金材料也就是合金工具钢材料在替代高速钢材料以后,在硬度上面绘有一个很大的进步,而且因为高速钢材料相比较于硬质合金材料来说,不但在硬度上面有所差距,而且在脆度上面也是有着很大的进步的,所以,对于丝攻工具的硬度,应该抱着很大的希望的. |
| 三 丝攻的原理是什么? |
| 丝攻采用压缩空气驱动,安全快速高效;较小气压力和气量(0.3-0.8mpa),超大扭力输出;能对各种钢材、铁、铜、铝、塑料等材料攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大(半径100-2000mm范围内);定位迅速快和较高的切削速度,增加生产量;透孔或盲孔,丝攻均不致断裂、垂直、(万向)角度均能攻丝;加工范围大:(M3-M24)。产品,使用寿命的保证。 |
| 丝攻配有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。 |



