
机器视觉系统集成解决方案
一 机器视觉 故名思议就是机器长了“眼睛”。这在现代科技时代已经变成了现实。
以往的机器设备在生产中是不能用“眼睛”来获取生产信息的,都是由人的肉眼或固定式简易探测传感器等手段来帮助机器获取所需要的生产信息。如今科学技术的不断提高,人们的生活也越来越好,工厂的生产节奏也越来越快,单单依靠人的肉眼和简单的探测传感器是不能满足现在的需要,而且生产成本高、故障率高,不合格率高,有些特殊生产工艺根本无法实现全自动化。
为了适应现代社会的发展需要,北京安培通科技有限公司在现有的工业机器视觉系统上经过二次开发和大量的实验,终于给机器安装了一套智能型“眼睛”,这项技术的应用,彻底的替代了人眼检测、简易传感器探测等原始手段。
二 机器视觉的功能及优势
机器视觉广泛的应用到各行各业。尤其在加工生产行业中,机器视觉发挥了不可取代的作用。由于机器视觉采用工业相机结合智能的软件算法,使其具备多种功能,例如:对工件外观检查、工件尺寸测量、条形码/二维码的读取、工件位置的获取等。利用这些功能,我们开发出适用于各种生产制造环节的解决方案,并大量的应用到实践当中。
生产线在使用机器视觉后,大大的节省了生产成本、降低了劳动强度,加快了生产效率、提高了生产质量,在某些特殊场合彻底的消除了生产存在的危险因素。从本质来讲,机器视觉的应用,可为生产企业提高一定的生产效益。
三 机器视觉的应用范围及案例
应用范围举例:
1 凉茶、饮料的瓶罐缺陷检测及封装检测
2 液体式药品封盖检测
4 胶囊或颗粒式药品铝箔封装检测
5 组装生产线零件的自动抓取、排序
6 印包机漏印检测
7 产品的缺陷,部件的丢失检测
8 产品的分拣
具体案例:
案例1:饮料生产厂
某饮料生产厂家对生产线进行升级改造,采用机器视觉检测饮料瓶、易拉罐、瓶盖、标签、包装等进行检测,并由辅助机械手自动剔除不良产品,部分生产环节代替人工检测,改造后生产线运行一年来节省了大量生产成本、降低了工人劳动强度、提高了生产效率和产品合格率,效果较明显。
案例2:汽车零部件加工厂
某汽车零部件加工厂采用机器视觉做系统升级,采用机器视觉、六自由度机器人配合数控机床进行生产加工,将12台数控机床连接成一条无人值守自动化生产线,大大降低了生产成本,提高了工作效率,产品合格率为100%,为企业创造了丰厚的利润
案例3:玩具制造厂
某玩具厂在玩具组装环节是由人工完成的,使用了12个工人进行一个部件的组装,原因是该部件的零件较多,人工组装容易出错,因此组装生产线后安排了部件质检员,专门负责该部件的检验。后来通过我们对组装环节进行了系统升级,采用机器视觉对零部件进行识别并获取所在位置,然后通过小型机器人进行抓取并进行安装。这一项技术升级改造获得成功,取代了12个装配工人,不仅提高了生产效率,降低了生产成本,而且保证产品质量,为公司的信誉增添了一道保障。
应用现场

药品封盖不良检测
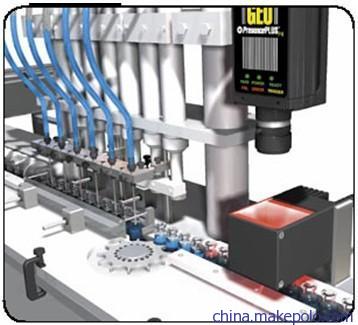
液体灌装不良检测

包装不良检测





