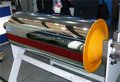
东莞市运达金属处理有限公司是一家从事专业对所有高难度、高精密要求的特大型 、特小型、深孔、利角、镜面及加厚的模具、滚筒、螺杆、炮筒.铁板等等进行镜面抛光及硬铬电镀处理。
电镀硬铬的研究现状和及发展:
电镀硬铬也称耐磨铬,镀铬层具有高硬度和低摩擦因数的特点,机械零部件镀硬铬后可以提高其抗磨损能力,延长使用寿命[1]。但电镀硬铬工艺会导致严重的环境污染.
如:镀铬工艺使用的铬酸溶液,会产生含铬酸雾和废水,电镀硬铬而且还有其他一些缺点:硬度随温度的升高降低;镀层中存在微裂纹;电镀沉积速度慢等。合金镀层与组成他的单金属镀层相比,合金镀层有可能更平整、光亮、结晶细致。
合金镀层中组分及比例选择合适,则该合金镀层就有可能比组成他们的单金属镀层更耐磨和抗腐蚀。电镀硬铬非晶态材料是近20年来快速发展的一种新材料,因其薄膜镀层具有优良的高耐蚀性、高机械强度等特点,受到人们的广泛关注。复合镀层是一种金属基的复合材料,由于固体微粒的嵌入,使原有的薄膜性能发生显著变化,从而扩展了它在不同领域的应用[2]。开发优良的合金镀层、非晶镀层和复合镀层可以替代硬铬镀层。
Ni-W合金镀层中W的含量(质量分数)超过44%时,能获得非晶态镀层。得到的Ni-W合金具有较高的熔点与硬度,较好的耐热性、耐磨性和耐蚀性,可以作为替代铬镀层。镀层中W含量随着镀液中W的含量的提高而提高。
最后趋于一定值;镀液温度对镀层的结构有显著影响,温度高于50℃,电镀硬铬才能获得非晶镀层;电流密度高,也对形成非晶镀层有利;pH对镀层结构有显著影响.
东莞市运达金属处理有限公司是一家从事专业对所有高难度、高精密要求的特大型 、特小型、深孔、利角、镜面及加厚的模具、滚筒、螺杆、炮筒.铁板等等进行镜面抛光及硬铬电镀处理。
电镀模具:电镀挂具的在使用上的注意事项你知道多少?
电镀模具软板:通常叫fpc板与多层线路板。软板的厚度一般在0.4mm以下,因为要让软板镀上去的金属(如铜)更加均匀,所以在化工液体中操作的时候会让软板前后左右摇摆。但是由于软板的本身特性,太薄了(容易打卷、折合),故需要一些辅助工具来固定。例如fpc挂具、有钢丝与铁佛龙线隔开的挂篮等。
硬板:通常叫pcb板。硬板的厚度一般在0.4mm以上,常见的硬板是8mm。由于硬板的本身特性比较厚,很少用挂具。一般都是用粗条大框的挂篮进行电镀与沉镀,最为常见的硬板电镀方法是用夹子,用夹子配合挥巴进行电镀。
通常电镀溶液为:镀铜溶液、镍金溶液、金溶液等,很多溶液的酸碱度是不一的。电镀液体的工作环境也需要一定的温度,故引出化工加热器与化工换热器等配件。常用的电镀配件的材质有不锈钢、钛、铁佛龙、pvc绿胶。
铜溶液对配件材质相对于镍、金要求比较低,一般可以用不锈钢、钛等材质。电镀模具反而镍与金对材质表面的粗糙比较敏感,很容易镀上了材质上面,故需要铁佛龙、pvc绿胶等塑胶(比金属的表面光滑很多)。所以很多夹子、挂篮、挂具都要用塑胶进行包胶处理。
很多上了铜的夹子、挂具、挂篮等,都需要进行去铜工序,其中需要的是硝酸液体,硝酸的挥发性很大。为了保护工作人员和周边设备的寿命,很多公司都想尽办法去掉这个工序。所以要尽量减少铜、金的带出量,就要用有技术的包胶夹子与挂具。
东莞市运达金属处理有限公司是一家从事专业对所有高难度、高精密要求的特大型 、特小型、深孔、利角、镜面及加厚的模具、滚筒、螺杆、炮筒.铁板等等进行镜面抛光及硬铬电镀处理。
镀铬前化学除油如何进行?
1、石灰浆除油。用手拿毛刷蘸石灰浆擦拭零件表面。石灰浆是维也纳石灰与水混合而成的。刷石灰浆于零件表面后,要用流动的冷水刷洗零件表面。
2、溶剂除油。用汽油清洗黏附于零件表面上的矿物油脂。除油的方法是把零件放在盛有溶剂的槽内,用刷子蘸溶剂擦刷零件表面。
3、热碱溶液除油。用热碱除油时,溶液的温度在75~98℃之间,这样皂化和乳化作用更快,除油的时间根据零件的脏污程度决定,通常为15~60min.