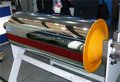
东莞市运达金属处理有限公司是一家从事专业对所有高难度、高精密要求的特大型 、特小型、深孔、利角、镜面及加厚的模具、滚筒、螺杆、炮筒.铁板等等进行镜面抛光及硬铬电镀处理。
浅析东莞模具电镀的性能特点:
电镀镍钨合金是提高模具质量、延长模具寿命、清洁生产的良好选择。镍、钨金属硬度高、耐磨性好,与熔融态基体粘附温度高。镍钨合金镀层结晶细致光亮、耐磨性好,与基体结合力强、硬度高,高温下维氏硬度达到1000以上。该技术近年来受到各方的关注,将逐步取代模具电镀铬,但是,据慧聪网小编了解,该技术目前普遍存在镀层粗糙、不均、麻点等缺陷,严重制约其应用发展。下面就让小编为您解析模具电镀镍钨合金工艺配方及工艺流程。
镀液配方及工艺流程
镀液主要由钨酸钠、硫酸镍和柠檬酸钠组成,其含量分别为40~45gL、20~30gL、40~50gL。
工艺流程:
喷砂→检查→除油→清洗→电镀→检验
镀层质量缺陷及其原因分析
常见镍钨镀层质量缺陷是麻点较多,东莞模具电镀侧面及球面的镀层粗糙有白色颗粒,中央镀层与侧面、角部和R处严重不均,甚至角部、R处出现微细裂纹等。
1.麻点
麻点是镀层上的微小白色、黑色点状缺陷,形状多样,有些明显而规则,易发现,相对好控制;少量的肉眼“看不见”的,只能用仪器检查。
东莞市运达金属处理有限公司是一家从事专业对所有高难度、高精密要求的特大型 、特小型、深孔、利角、镜面及加厚的模具、滚筒、螺杆、炮筒.铁板等等进行镜面抛光及硬铬电镀处理。
电化学抛光的特点是什么?
电化学抛光时一种罪能获得光泽表面的阳极腐蚀法,它是电镀前处理零件表面的方法之一,尤其对外形复杂的零件更能显出其优越性,因为它能保证镀层与金属表面牢固地结合。此外在很多情况下使用电化学抛光可以大大缩短生产周期。电化学抛光方法最适用于不锈钢、铜及其合金、锌、镍、银、等。例如,多层电镀时,钢与镍可不用可不用机械方法抛光,而用电化学抛光。
东莞市运达金属处理有限公司是一家从事专业对所有高难度、高精密要求的特大型 、特小型、深孔、利角、镜面及加厚的模具、滚筒、螺杆、炮筒.铁板等等进行镜面抛光及硬铬电镀处理。
镀铬前有什么机械准备要求?
1、对机械加工的要求。镀铬前,零件表面应加工到成品要求的粗糙程度。加硬铬时,零件表面应经过磨削,表面粗糙度应与国家标准9级相符;而零件本身应具有正确的几何形状。新零件镀铬前的尺寸应小于名义尺寸,其值等于所规定的镀层厚度。对待修复的旧零件尺寸的减小,则根据磨损程度而定。
2、对磨削零件的要求。不得有由于对加工件冷却不足而产生的磨焦现象(词现象在磨削淬火工具钢时更易发生)。磨焦现象将使零件局部硬度降低,会使镀铬层沉积在较软基体金属上,因而工作期间可能产生变形,而引起铬层破裂。
3、对机械加工后零件表面的要求。在机械加工后,零件表面上不容许有非金属夹杂物、孔眼、裂纹、和深划痕,因为铬镀层善于复制这些缺陷。