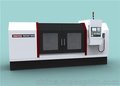
数控铣端面打中心孔机床
产品特点:
◇高标号铸造机身,经回火、时效处理,精度稳定、抗振性强
◇采用油压自定心虎钳夹持力强,钳口中心具备微调功能,调整方便
◇高刚性大规格贴塑矩形滑台,双螺母滚珠丝杆传动,刚性强、寿命高
◇采用铣、钻主轴分离的双主轴设计,结构合理,便于对刀及调整
◇全伺服控制系统,定位准确,外置手轮操作简单、调整方便
无锡通亚数控装备有限公司欢迎广大顾客朋友们前来咨询!我们将竭诚为您服务
铣端面打中心孔机床如何降低温度效应
减少主轴热变形的措施有以下四个方面:
1.减少热源,重点放在主轴轴承的转速、间隙调整及合理的预紧。对于推力轴承和圆锥滚子轴承,因其工作条件差发热较大,必要时可以改用推力角接触球轴承代替,以尽量减少某些零部件的摩擦发热。
2.隔热,使热源远离主轴,如将电动机、变速器隔离、采用分离传动等。
3.散热,加强润滑冷却、采用油冷、风冷等方式、加快热量散发。
4.减少热变形的影响,无论采用何种方式,只能减少热变形而很难完全消除热变形,因此还应该采取措施,以减少热变形的影响。如果是滑动轴承,则轴颈的耐磨性对精度保持性影响很大。
铣端面打中心孔机床自动上下料的注意事项
数控铣端面打中心孔专用生产线机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,能够出色的完成各种轴类零件的铣端面打中心孔、套车、镗孔、攻丝的自动上下料生产。自动数控机床车削的工艺加工中要注意的问题:数控专用机床加工的工艺与普通机床的加工工艺类似,但由于数控车床是一次装夹,连续自动加工完成所有车削工序,因而注意以下几个方面。
铣端面打中心孔机床自动上下料1.合理选择切削用量。
2.合理选择刀具:
为减少换刀时间和方便对刀,尽量采用机夹刀和机夹刀片。
3.合理选择夹具:
(1)零件定位基准重合,以减少定位误差。
4.确定加工路线:加工路线是指数控机床加工过程中,刀具相对零件的运动轨迹和方向。
(1)能保证加工精度和表面粗糙要求;
(2)尽量缩短加工路线,减少刀具空行程时间。
5.缩小加工余量:目前,在数控专机还未达到普及使用的条件下,一般把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通机床上加工。