铣端面打中心孔机床的精密油压虎钳夹具保养
注意事项:
(一) 在校正虎钳前应先将床台及虎钳底部清理干凈,并上防 銹油。
(二) 加工中应使用合适的挡屑板,防止铁屑进入传动螺杆, 使其生銹而影响精度。
(三) 调整压力段数应在未锁虎钳之前,否则易损坏虎钳。
(四) 应选择正确的档位,确定压力正常。
无锡通亚数控装备有限公司欢迎广大顾客朋友们前来咨询!我们将竭诚为您服务!
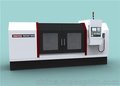
铣端面打孔机是一款加工曲轴精加工定位基准的
下面是曲轴加工定位基准选择的主要方法:
1、曲轴定位基准的选择曲轴加工di一工序铣端面、钻中心孔,通常以两端主轴颈的外圆表面和中间主轴颈的轴肩为粗基准,这样钻出的中心孔可以保证曲轴加工时径向和轴向的余量均匀
2、精基准的选择:曲轴加工的精基准包括径向、轴向和角度定位基准。径向定位主要以中心线为(即中心孔)精基准,还可以选择曲轴两端主轴颈外圆等为精基准。轴向定位用曲轴一端的端面或者轴肩。角度定位一般采用法兰端面上定位销孔或者曲柄臂上析出的定位面作为定位基准。采用不同的曲轴加工工艺,相应的其的基准面选择也是不相同的 。
通亚品牌铣端面打中心孔机床就是根据曲轴的粗定位基准加工精基准的机床,一次装夹完成整个精加工定位基准的全部加工,各基准面达到更高的一致性,有利于精度的传递。欢迎广大客户关注友泰机床,关注高效率加工专用机床厂商。
打中心孔机床功能及特性
1、机床原理
该机床采用卧式数控伺服驱动方式,两端动力头同时完成工作两端面的铣削,另两端同时完成中心孔的钻削或两端外圆的套车等工作,具有刚性好,精度高,柔性强,工作稳定,加工效率高的优点,是汽车半轴、凸轮轴、曲轴、变速箱轴、电机轴等轴类零件加工十分理想的不可缺少的加工设备。
2、最优良的结构强度
厚重强壮的床身jue对是铣打中心孔机器不可缺少的条件。机床结构均采用优质的米汗纳铸铁GC-276经时效回火处理,刚性及稳定型极佳,30度倾斜式床身结构,使排屑和装夹更加方便。四主轴两端同时加工方式一定是铣打机与传统设备本质区别的先决条件也是提高加工效率最根本方法
3、先进的控制系统
机床标配台湾新代控制系统。采用ARM9平台高速运作机床提供高效率数字控制提供保障
4、zui佳的进给系统
XYZ轴均采用直线导轨保证机床的运动特性(低的摩擦系数和摩擦阻力)保证加工所需的刚性。四轴均使用C3级精密丝杆配专用的丝杆定位轴承来保证机床的加工精度
5、强劲的切削能力
本机床共配置4主轴结构,双铣削动力主轴均配5.5千瓦的主轴电机,为切削提供充足的动力。