TOSG挤压丝锥丝攻批发 M16机用挤压丝攻丝锥批发

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
OSG/NRT
类型
丝锥
品牌
OSG
材质
不锈钢
型号
NRT
加工定制
否
制式
英制

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。
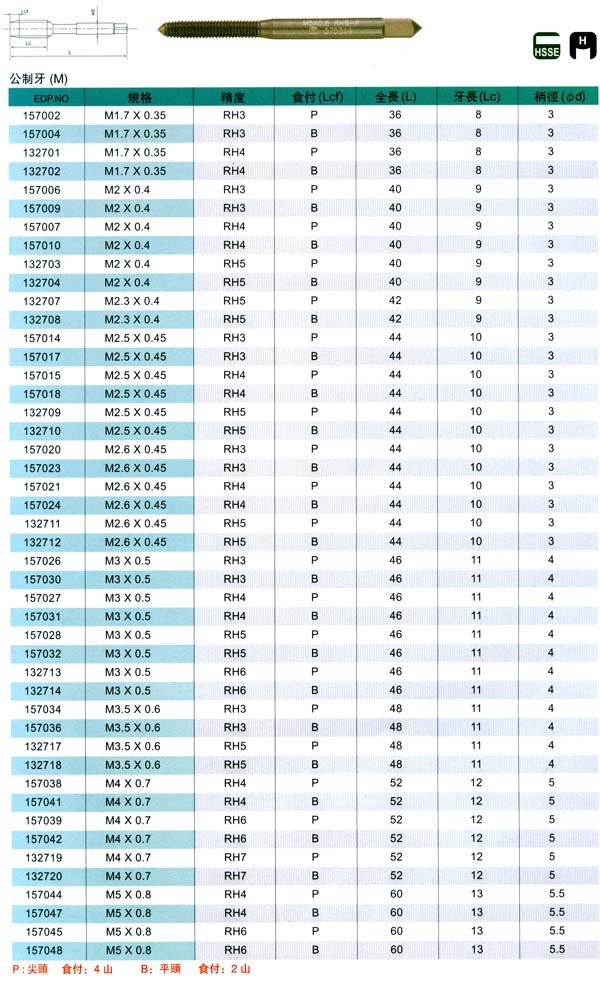
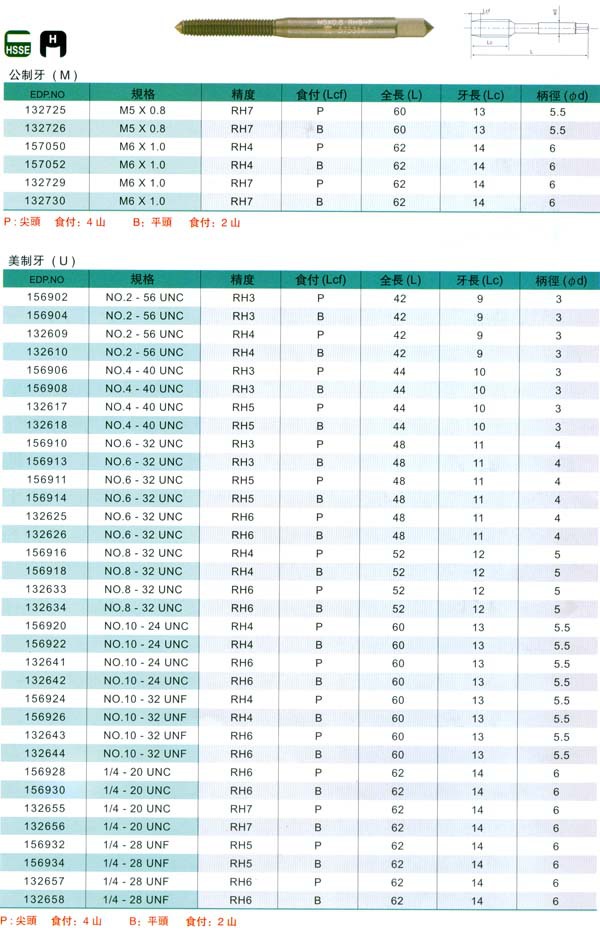
| EXL-NRT《短牙型》 |
| EXS-NRT短牙型挤压丝攻是应用塑性变形使螺丝鼓起形成螺纹的,故对一般延伸性大的碳钢,挤压丝攻与切削丝攻最大不同在于,挤压丝攻攻牙时无切削排出,而内螺纹之加工面为压造面,外观美丽,光滑,螺纹强度约增加30%且精度稳定。丝攻因无沟故耐扭力、强度高,丝攻寿命较长不易折断,适用于展延性较好之材料如铁板、铜板、铝板、不锈钢板薄板,及管类加工。. |

钢铁用挤压丝锥--短牙型(EXS-NRT)

| 一 :丝锥的日常维护 |
| 1、攻丝时端面孔口要倒角;丝锥要与工件的孔同轴;攻丝开始时应施加轴向压力,使丝锥切入,切入几圈之后就不再需要施加轴向力。 |
| 2、当丝锥校准部分进人螺孔后,每正转半圈到一圈就要退回1/4,1/2圈,使切屑碎断后再往下攻;攻下通孔时,要经常退出丝锥进行排屑。 |
| 3、在钢类工件上攻丝时要加切削液在铸铁工件上攻丝时,可加少许煤油;用了头攻后,再用二攻、三攻时,必须将丝锥旋入螺孔。 |
| 4、套丝时工件端部要倒角,扳牙端面应与工件轴线垂直;套丝开始时要施加轴向压力,转动压力相应的要大一些;当扳牙在工件上切出螺纹时,就不要再加压力。 |
| 5、套丝时为使切屑碎断,排出及时,应经常的反转扳牙。 |
| 6、工件应牢固地固定在夹、卡具上;当丝锥折断时,不要用手去触摸折掉处,用夹錾或样冲剔出,断丝时必须要戴好防护镜。 |
| 二 :攻丝注意事项 |
| (1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。 |
| (2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。 |
| (3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。 |
| (4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。 |
| (5)攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。 |
| (6)攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机油或浓度较大的乳化液要求较高的可用菜油或二硫化钼等。对于不锈钢,可用30号机油或硫化油。 |
| (7)攻丝过程中换用后一支丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,最好用手旋出,以保证已攻好的螺纹质量不受影响。 |
| (8)机攻时,丝锥与螺孔要保持同轴性。 |
| (9)机攻时,丝锥的校准部分不能全部出头,否则在反车退出丝锥时会产生乱牙。 |
| 三 :丝攻的分类 |
| 按照结构分:直槽丝攻、螺旋丝攻、挤压(无沟、无屑)丝攻、先端丝攻、管用丝攻、螺帽丝攻、焊接丝攻、非标丝攻、手用丝攻、机用丝攻等; |
| 按照牙型分:公、美、英制普通牙型、管用直牙型、管用斜牙型、针车牙、轮毂牙、梯形牙型、跳牙型、多牙型等; |
| 按照材质分:普通工具钢型、普通高速钢型、高钴高速钢型,不锈钢专用型、CPM材质型、钨钢合金型等; |
| 按照涂层分:氧化丝攻、TIC镀钛丝攻、TIN丝攻、TICN丝攻等; |
| 按照柄型分:细柄型、粗柄型、长柄型、锥柄型、方柄型、深孔型等 |
| 四 镀钛挤压丝锥TIN-NRT的特长 | |||||||||
| 1 丝锥表面硬度高,耐摩耗型佳 | |||||||||
| 2 丝锥耐久性大幅提升 | |||||||||
| 3 丝锥表面摩擦抵抗小,耐熔著性大 | |||||||||
4 可高速切削提升丝锥效率
|





