英制丝锥批发 英制丝锥丝攻规格齐全

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG/NRT
品牌
TOSG
类型
丝锥
型号
NRT
材质
硬合金
制式
公制
加工定制
是

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

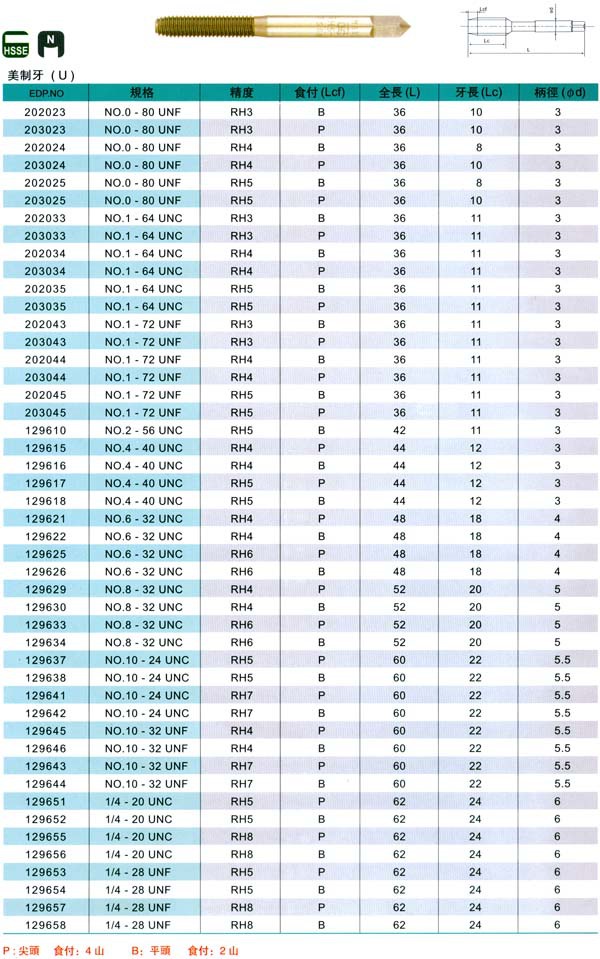
| B-NRT非铁合金挤压丝攻 标准牙型 | |||||||||||
| 备注1:B-NRT非铁件用挤压标准型。 | |||||||||||
| 备注2:挤压丝攻是应用塑性成形方式,在下孔内压磨使被切削材料隆起而形成螺纹。因此不会产生切削屑,不存在排屑槽,因此也叫无沟(屑)丝攻。此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。挤压丝攻最适合于具有可塑性之材料如铝、红铜、锌、黄铜与低碳钢。非铁用挤压丝攻的校对部倒锥有四牙与二牙两种。使用挤压丝攻时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高质量的螺纹;针对材料特性及镀层情况我们备有多种不同精度等级的挤压丝攻以供客户使用。 | |||||||||||
| 备注2:螺丝攻精度等级:OSG/TOSG级,RH4P、RH4B、RH5P、RH5B、RH6P、RH6B、RH7B、RH8B、RH9B;公制螺纹6H精度、美英制2B精度。 | |||||||||||
| 备注3:螺丝攻材质:HSS-E。 | |||||||||||
| 备注4:倒锥吃入部牙数:2牙(平头)/4牙(尖头) | |||||||||||
| 备注5:适用被削材:适用铜CU、黄铜BS、黄铜铸物BSC、铝合金等不产生粉碎切屑的非铁件材料。 | |||||||||||
| 备注7:库存范围:公制牙M1-M12、美制牙NO:0-80UNF-3/8-16UNC、英制牙1/8-40BSW-3/8-16BSW | |||||||||||
|


| 三 选择丝锥公差带 |
| 国产机用丝锥都标志中径公差带代号:H1、H2、H3分别表示公差带相同的位置,但公差值是不同的。手用丝锥的公差带代号为H4,公差值、螺距及角度误差比机用丝锥大,材质、热处理、生产工艺也不如机用丝锥。H4按规定可以不标志。丝锥中径公差带所能加工的内螺纹公差带等级如下: |
| 丝锥公差带代号 适用内螺纹公差带等级 |
| H1 4H、5H |
| H2 5G、6H |
| H3 6G、7H、7G |
| H4 6H、7H |
| 有些企业使用进口丝锥,德国制造商常标志为ISO1 4H、ISO2 6H、ISO3 6G(国际标准ISO1-3与国家标准H1-3是等同的),这样就把丝锥公差带代号及可加工的内螺纹公差带都标上了。 |





