台湾大宝TOSG螺旋丝锥代理商 螺旋丝锥丝攻M5批发

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
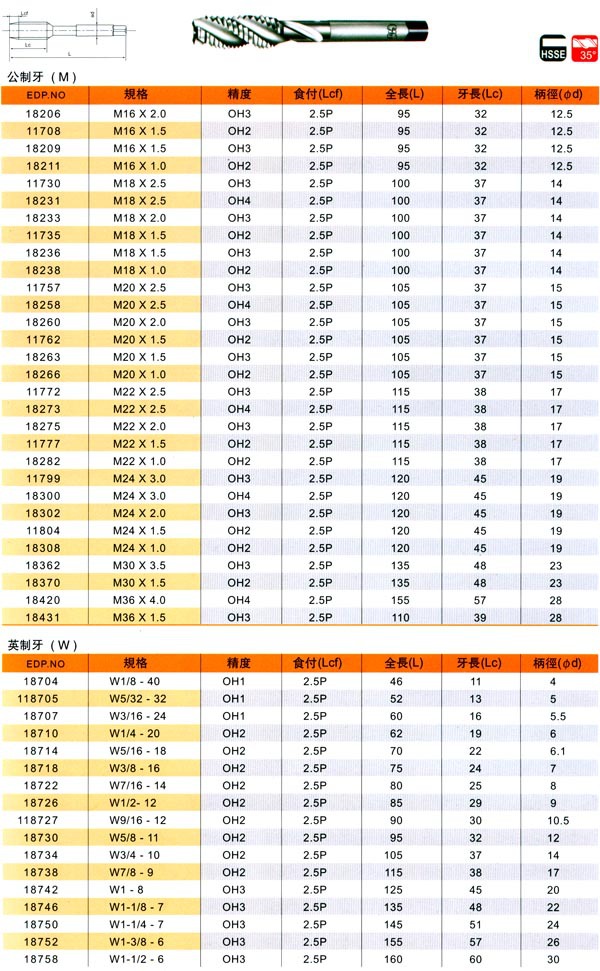
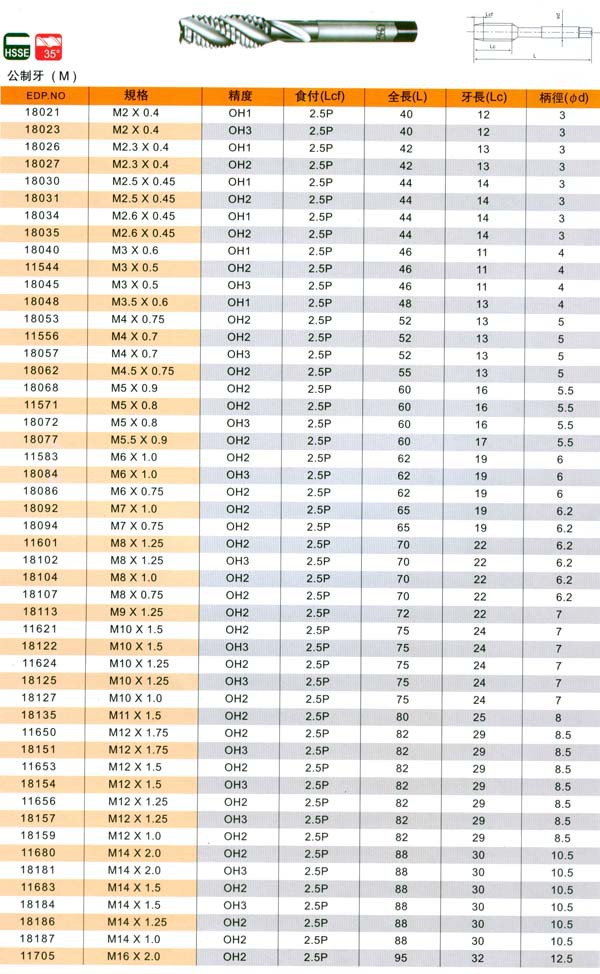
品牌/型号
TOSG/EX-SFT
品牌
TOSG
类型
丝锥
型号
EX-SFT
材质
高速钢
制式
公制
加工定制
否

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。 2 报价规格是4.0*0.7(单支装)不含税的单价,其他规格欢迎来电咨询。

| 螺旋槽丝锥 |
| 比较适合加工不通孔螺纹,加工时切屑向后排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。 |

螺旋丝锥 EX-SFT

| 一 螺旋丝攻有哪些功能 |
| 1、 采用特殊设计的螺纹,能实现无毛刺的高品质内螺纹。 |
| 2、 采用耐磨性及韧性高相兼备的粉末高速钢CPM,使产品具有高稳定性。-螺旋丝攻 |
| 3、 表面处理使用了耐磨性和抗溶着性良好的V复合涂层、使产品更具耐久性。 |
| 4、 SC系列牙距达到1P,最适于下孔径空间小的盲孔加工。 |
| 5、 长柄系列的增加,更可实现对深槽部位的螺纹加工。 |
| 7、 广泛适用于碳素钢、合金钢、一般构造钢、不锈钢、铸铝钢,可实现长寿命加工。特别针对于不锈钢发挥超大威力。 |
二 挤压丝攻与螺旋丝攻及先端丝攻区别介绍 |
| 挤压丝攻比较适合加工有色金属,与TOSG先端丝锥工作原理不同,它是对金属进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。计算式为:底孔直径=内螺纹公称直径-0.5螺距。而TOSG螺旋丝攻加工面为压造外观美丽.光滑.材料连续没切断,螺纹强度约增加30%精度安定.因丝攻心部径大故耐力.扭力强度大,丝攻寿命较长不易折断。TOSG挤压丝攻适用展延性大之材料。铁板.铜板.铝板.不锈钢板加工。螺旋丝攻螺旋丝攻对在盲孔内攻牙,切屑连续排出的钢丝系材质效果良好。因为约35度之右旋涡槽切屑可从孔内排出.切削速度可较直槽丝攻加快30-50%,盲孔之高速攻牙效果良好因排屑顺利。对铸铁等切屑成细碎状的材料效果差。先端丝攻先端丝攻因前端锋刃槽部有特殊之枪膛刃槽设计,所以排屑容易,扭力小精度稳定使丝攻耐久性更一层改进.适用于通孔之高速攻牙作业效果良好。手绞丝攻手绞丝攻广泛适用最普遍,JIS规定有分1#(9山)2#(5山)3#(1.5山)之食付长度,3支合为一组最近因工作能率向上及作业条件之配合要求,单支使用攻牙之场合增加很多。 |
三 丝攻的原理是什么?
|
| 丝攻采用压缩空气驱动,安全快速高效;较小气压力和气量(0.3-0.8mpa),超大扭力输出;能对各种钢材、铁、铜、铝、塑料等材料攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大(半径100-2000mm范围内);定位迅速快和较高的切削速度,增加生产量;透孔或盲孔,丝攻均不致断裂、垂直、(万向)角度均能攻丝;加工范围大:(M3-M24)。产品,使用寿命的保证。 |
| 丝攻配有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。 |





