长柄螺旋丝锥丝攻 1 8-27加长丝锥 丝攻定做

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
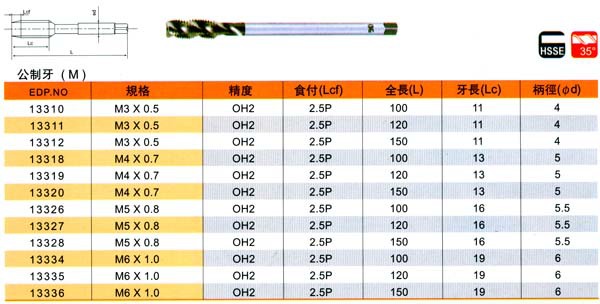
品牌/型号
TOSG/EX-LT-SFT
品牌
TOSG
类型
丝锥
型号
EX-LT-SFT
材质
高速钢
制式
英制
加工定制
是

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

| 加长丝锥特点 |
| 加长丝锥、适合深腔体加工,丝锥针对加工深孔或者是有干涉面的腔体产品而设计,较为典型的是通信产品,天线,功放器等产品,配备不了同长度的标准品。 |
| TOSG加长丝锥,M6*1.0 全长80MM 牙长8MM 现场加工CR12MO钢件,工件硬度HRC28°,孔深20MM,S1200,加工300个丝攻无磨损,其他牌日系挤压丝攻加工20个孔已磨损严重。 |
| 以上图片为现场加工直拍,根据现场攻牙情况,分析如下: |
| 1、丝锥本身材质为德国进口CPM粉末高速钢,其特点较普通的高速钢(HSSE)来讲,金属的晶像组织原子颗粒度的间隙更小,从而大大提高了丝攻的表面光洁,阻力减小。 |
| 2、丝锥本身的设计,最大限度的减少牙部的长度,减小接触面积。3、挤压部分的牙部有做离隙处理,其目的也是减小阻力。 |
加长丝攻长柄加长挤压丝锥:
|


| 一 攻丝事项 |
| (1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。 |
| (2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。 |
| (3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。 |
| (4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。 |
| (5)攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。 |
| (6)攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机油或浓度较大的乳化液要求较高的可用菜油或二硫化钼等。对于不锈钢,可用30号机油或硫化油。 |
| (7)攻丝过程中换用后一支丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,最好用手旋出,以保证已攻好的螺纹质量不受影响。 |
| (8)机攻时,丝锥与螺孔要保持同轴性。 |
| (9)机攻时,丝锥的校准部分不能全部出头,否则在反车退出丝锥时会产生乱牙。 |
| 二 螺旋丝攻加工小螺纹常泛起的问题 |
| 一、机器的制造单元是零件,零件通过一定形式相联接组成机器。而零件之间的联接形式之一为螺纹联接,因此,螺纹丝攻螺纹往往是零件上最常见结构之一。加工螺纹常用的方法有车、攻、碾压等,而攻螺纹是应用最广泛的一种内螺纹加工方法。特别是对于小尺寸内螺纹,攻螺纹几乎是独一的加工方法。攻螺纹的方法一般有两种,即手攻和机攻。为便于螺纹加工,下面将螺纹加工中的留意事项,常泛起的题目、产生的原因、解决办法以及掏出折断丝锥的常用方法等一系列题目加以论述。 |
| 二、用普通丝锥攻螺纹的方法及留意事项 |
| 1)手攻螺纹的方法及留意事项 |
| 目前,在机械加工中,手攻螺纹丝攻仍据有一定的地位。由于在实际出产中,有些螺纹孔因为所在的位置或零件外形的限制,不合用于机攻螺纹。对于小孔螺纹,因为螺纹孔直径较小,丝锥强度较低,用机攻螺纹轻易折断丝锥,一般也常采用手攻螺纹。但是,手攻螺纹的质量受人为因素的影响较大,所以我们只有采取准确的攻螺纹方法,才能保证手攻螺纹的加工质量。 |
| a.工件的装夹被加工工件装夹要正。一般情况下,应将工件需要攻螺纹的一面,置于水平或垂直位置。便于判定和保持丝锥垂直于工件基面。 |
| b.超硬质丝锥的初始位置在开始攻螺纹时,要把丝锥放正,然后一手扶正丝锥,另一手轻轻滚动铰杠。当丝锥旋转1~2圈后,从正面或侧面观察丝锥是否与工件基面垂直,必要时可用直角尺进行校正,一般在攻进3~4圈螺纹后,丝锥的方向就基本确定。 |
| 假如开始攻螺纹不正,可将丝锥旋出,用二锥加以纠正,然后再用头锥攻螺纹,当丝锥的切削部门全部进入工件时,就不再需要施加轴向力,靠螺纹天然旋进即可。 |
| 攻螺纹的操纵方式攻螺纹时,一般以每次旋进1/2~1转为宜。但是,特殊情况下,应详细题目详细分析,譬如:M5以下的丝锥一次旋进不得大于1/2转;手攻细牙螺纹或精度要求较高的螺纹时,每次进给量还要适当减少;攻削铸铁比攻削钢材的速度可以适当快一些,每次旋进后,再倒转约为旋进的1/2行程;攻削较深螺纹时,为便于断屑和排屑,减少切削刃粘屑现象,保证锋利的刃口,同时使切削液顺利地进入切削部位,起到冷却润滑作用。回转行程还要大一些,并需要往复拧转几回,另外,攻削盲孔螺纹时,要常常把丝锥退出,将切屑清除,以保证螺纹孔有效长度。 |
| c.用力要平均滚动铰杠时,操纵者的两手用力要平衡,切忌用力过猛和左右晃动,否则轻易将螺纹牙型撕裂和导致螺纹孔扩大及泛起锥度。如感到很费力时,切不可强行攻螺纹,应将丝锥倒转,使切屑排除,或用二锥攻削几圈,以减轻头锥切削部门的负荷,然后再用头锥继承攻螺纹,假如继承攻螺纹仍旧很吃力或断续发出“咯、咯”的声音,则切削不正常或丝锥磨损,应立刻休止攻螺纹,查找原因,否则丝锥有折断的可能。 |
| d.退出丝锥的操纵方式攻削盲孔螺纹丝攻时,当末锥攻完,用铰杠倒旋丝锥松动以后,用乎将丝锥旋出,由于攻完的螺纹孔和丝锥的配合较松,而铰杠重,若用铰杠旋出丝锥,轻易产生摇晃和震惊,从而破坏了螺纹的表面粗拙度。攻削通孔螺纹时,丝锥的校准部门尽量不要全部出头,以免扩大或损坏最后几扣螺纹。 |
| e.成组丝锥的应用用成组丝锥攻螺纹时,在头锥攻完后,应先用手将二锥或三锥旋进螺纹孔内,一直到旋不动时,才能使用铰杠操纵,防止对不准前一丝锥攻削的螺纹而产生乱扣现象。 |
| 2)机用丝锥机攻螺纹的方法及留意事项 |
| 三、因为手攻螺纹存在效率低,质量不不乱的题目,所以在实际大批量出产中,主要是采用质量好、效率高、出产本钱低的机攻螺纹。但是在机攻螺纹过程中,我们也必需准确地使用机器和工具,否则,也将影响螺纹孔的加工质量。 |
| a.机床的自身精度钻床主轴的径向跳动,一般应调整在0.05mm以内,假如攻削螺纹孔的精度较高时,主轴的径向跳动不应大于0.02mm,装夹工件的夹具定位支承面与钻床主轴中央或丝锥中央的垂直度误差应不大于0.05mm/100,工件的螺纹底孔与丝锥的同轴度一般应不大于0.05mm。 |
| b.螺纹丝攻攻螺纹的操纵方式当丝锥即将攻完螺纹时,进刀要轻、慢,以防止丝锥前端与工件的螺纹底孔深度产生干涉撞击,损坏丝锥;当攻盲孔螺纹或深度较大的螺孔时,应使用攻螺纹安全夹头来承受切削力。安全夹头承受的切削力,必需按照丝锥的大小来进行调节,以免断锥或攻不进去;在丝锥切削部门长度的攻削行程内,应在钻床进刀手柄上旋加平均合适的压力,以协助丝锥进入底孔内,这样可避免因为靠开始几扣不完整的螺纹向下去拉主轴时,将螺纹刮烂,当校准部门进入工件时,可靠螺纹天然的旋进进行攻削,以免将牙型切瘦。攻通孔螺纹时,应留意丝锥的校准部门不能全部露出头,否则在反转退出丝锥时,将会产生乱扣现象。 |
| c.螺纹丝攻切削速度的选择攻螺纹丝攻的切削速度主要根据切削材料、丝锥中径、螺距、螺纹孔的深度等情况而定。一般当螺纹孔深度在10~30mm以内,工件为下列材料时,其切削速度大致如下:钢材v=6~15m/min,调质后的钢材或较硬的钢材v=5~10m/min,不锈钢v=2~7m/min,铸铁v=8~10m/min,在同样前提下,丝锥直径小取相对高速,丝锥直径大取相对低速,螺距大取低速。淘宝网女装秋装新款非常好瘦身膏润唇最好用bb霜卸妆保湿补水眼霜哪个牌子好最好银杏叶片的作用 |
| d.螺纹丝攻切削液的选择机攻螺纹丝攻时,切削液主要是根据被加工材料来选择的,且需保持足够的切削液,对于金属材料,一般采用乳化液;对塑料材料,一般可采用乳化油或硫化切削油。假如工件上的螺纹孔表面粗拙度值要求较低时,可采用菜子油及二硫化钼等,豆油的效果也比较好。 |
三 丝攻切削温度及磨损分析
|
| 在切削塑性金属的过程中,工件材料受到丝攻前刀面的推挤,发生变形,最终被撕裂下来形成切屑,这个过程中存在着 3个变形区。以剪切滑移为特征的第一变形区和以内摩擦为特征的第二变形区的变形程度决定着切屑的形态、 机用丝攻切削力的大小和切削温度的高低。 切屑变形的大小可以用相对滑移r ε 或变形系数 Λ 表示,不同的加工状态生成带状、节状、粒状和崩碎四种类型的切屑,随工件材料、丝攻和切削用量等因素的改变其切屑形态也会发生转化。 切削力、切削温度是衡量切削状态的重要指标,可以通过实验获得,是切削中变形、摩擦等内部变化的外在表现,它们相互关联且与工件、丝攻和切削用量等因素有关。切削力来源于:①克服被加工材料弹性变形的抗力;②克服被加工材料塑性变形的抗力;③克服切屑对丝攻前刀面、工件过渡表面和已加工表面对丝攻后刀面的摩擦力。在生产实际中计算丝攻切削力的经验公式可以分为两类:一类是指数公式;另一类是按单位切削力进行计算。切削温度是影响丝攻磨损的最重要因素,对它的控制主要从热源和散热途径两个方面采取措施,对切削温度分布的研究有助于探寻切削的规律。 丝攻的磨损形式有前刀面磨损、后刀面磨损和边界磨损,产生磨损的机理有机械磨损、黏结磨损、扩散磨损、化学磨损和热电磨损,这些磨损机理往往同时起作用,在不同的切削条件下,要分析哪一个在起主导作用。TOSG丝攻磨损的过程大致分为初期磨损、正常磨损和急剧磨损三个阶段,正常磨损阶段是丝攻的有效工作阶段,在急剧磨损阶段到来之前,就要及时换刀或更换新切削刃。制定合理的丝攻磨钝标准对提高生产效率、保证加工质量和控制生产成本很有意义。利用丝攻达到磨钝标准时的纯切削时间作为丝攻耐用度来衡量丝攻材料切削性能,丝攻耐用度与切削用量之间的关系可以通过丝攻耐用度方程来加以研究。 以外摩擦为特征的第三变形区决定着已加工表面质量的好坏,已加工表面质量是从表面粗糙度、加工硬化和残余应力等方面来衡量,已加工表面微观几何不平度的高度称为粗糙度,它产生的原因有:①几何因素产生的粗糙度,也称为理论粗糙度,由进口丝攻切削运动和丝攻的几何形状产生,主要取决于残留面积的高度。②由于切削过程不稳定因素所产生的粗糙度,包括积屑瘤、鳞刺、切削变形、丝攻的边界磨损、切削刃与工件相对位置变动等。已加工表面硬度往往是基体的 120%~200%,表面层的硬化可以使零件的耐磨性提高,但是也增加了后续加工的难度和丝攻磨损,加工硬化通常以硬化程度 N 和硬化层深度 Δhd 表示。当切削力的作用取消后,工件表面保持平衡而存在的应力称残余应力。残余应力有压应力和拉应力之分,压应力有时能提高零件的疲劳强度,但拉应力则会产生裂纹,使疲劳强度下降。另外,应力分布不均匀会使零件产生变形,从而影响零件精度,对精密零件的正常工作极为不利。产生残余应力的原因有塑性变形引起的应力、切削温度引起的热应力和相变引起体积应力三种。所以应认真研究金属切削的过程,分析各种因素之间的相互关系以及它们对切削 过程的影响,进而探索有效地控制措施,从而用理论来指导生产实践。 |





