含钴高速钢镀钛挤压丝锥丝攻供应 批发含钴高速钢丝锥丝攻

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG/NRT
品牌
TOSG
类型
丝锥
型号
NRT
材质
钴高速钢
制式
美制
加工定制
是

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

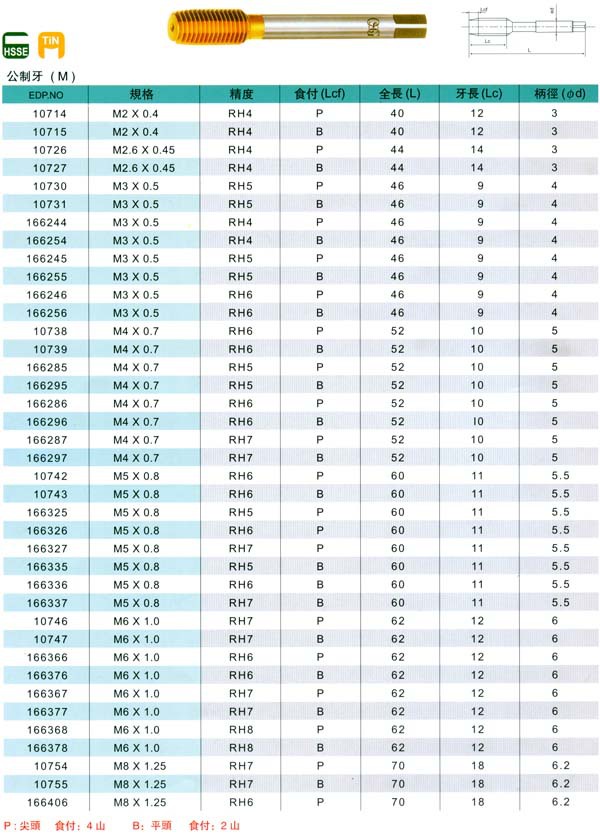
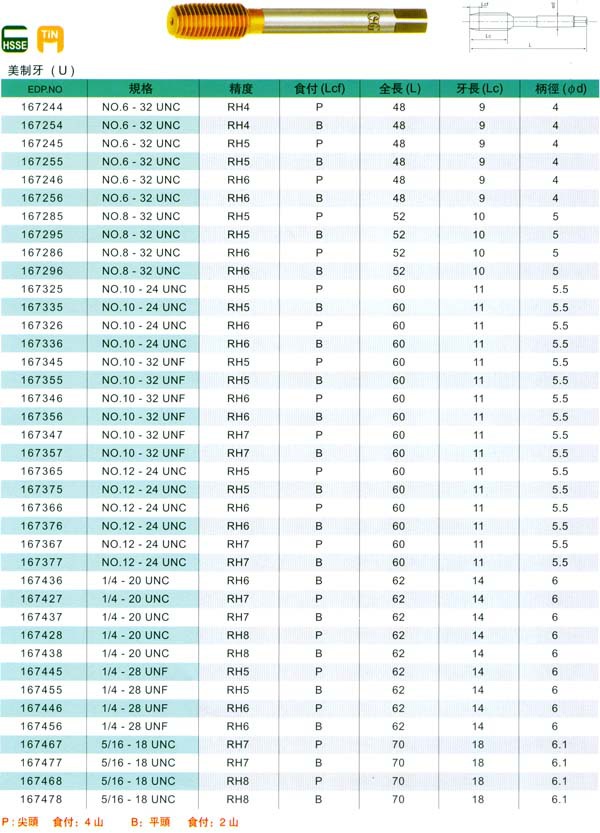
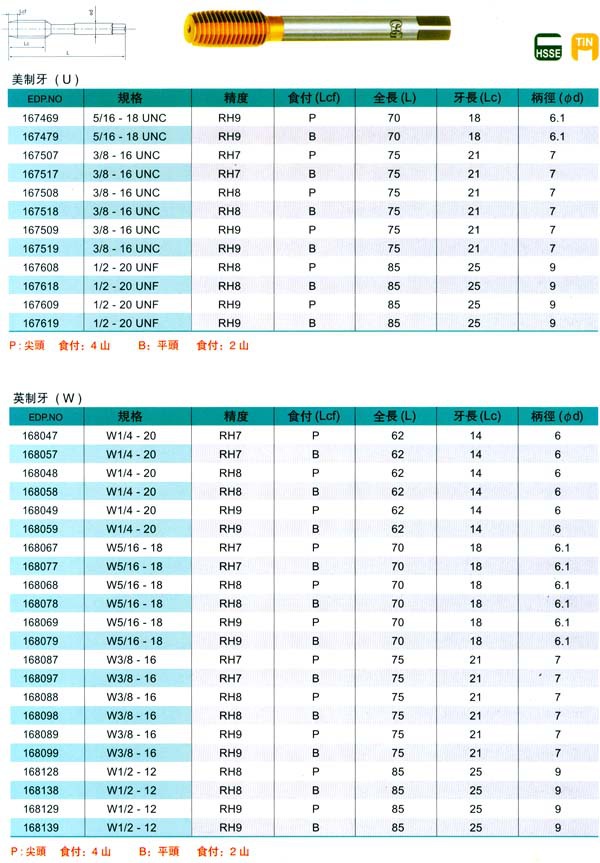
| TIN-NRT镀钛短牙丝攻 |
| 备注1:TIN-NRT镀钛短牙型挤压丝锥。 |
| 备注2:挤压丝攻是应用塑性成形方式,在下孔内压磨使被切削材料隆起而形成螺纹。因此不会产生切削屑,不存在排屑槽,因此也叫无沟(无屑)丝攻。此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。挤压丝攻最适合于具有可塑性之材料如铝、红铜、锌、黄铜与低碳钢。涂覆TIN涂层(表面呈金黄色)的挤压丝攻的校对部倒锥有四牙与二牙两种。使用镀钛挤压丝攻时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高质量的螺纹;针对材料特性及镀层情况我们备有多种不同精度等级的挤压丝攻以供客户使用。 |
| 备注3:螺丝攻精度等级:OSG/TOSG级,RH4P、RH4B、RH5P、RH5B、RH6P、RH6B、RH7B、RH8B、RH9B;公制螺纹6H精度、美英制2B精度。 |
| 备注4:螺丝攻材质:HSS-E。 |
| 备注5:倒锥吃入部牙数:2牙(平头)/4牙(尖头) |
| 备注6:适用被削材:适用于低碳钢、中碳钢、高碳钢、合金钢、不锈钢、铜及其合金铸物等不产生粉碎切屑的材料;相对钢件的加工效果更好。 |

镀钛挤压丝锥--标准牙型(TIN-NRT)


| 一 丝攻的涂层 |
| 涂层分为 B-NRT(白色) TIN-NRT(氮化钛) TICN-NRT(氮碳化钛) ALSIN-A-NRT(硅铝钛) |
| 所有规格的挤压丝攻,全部选用进口HSSE或CPM材料,采用德国成套进口全自动丝攻生产线一次磨削完成。 |
| 二 丝攻按牙型分类 |
| W公制牙、U美制牙、W英制牙、德制普通牙型、管用直牙型、管用斜牙型、针车牙型(SM)、气门嘴牙型(V)、梯形牙型(TR)、圆弧牙型(RD)、气瓶锥牙型(PZ)、钢瓶管用型(PG)、皮带轮牙型(NC)、螺套用型、跳牙型、多头牙型等; |
三 机用丝攻与手用丝攻的区别 : |
| 机用丝攻通常是指高速钢磨牙丝攻,适用于在机床上攻丝;手用丝攻是指碳素工具或合金工具钢滚牙(或切牙)丝攻,适用于手工攻丝。但在生产中,两者也可互换使用。 |
| 四 挤压丝攻的损伤及对策 |
| 1.丝锥(丝攻)初期粘刀 特征:粘刀发现的位置是第一完全牙、回转方向、压顶附近。 溶着物反复生成和脱落。 原因:NRT特点的初期粘刀。 对策为进行涂层、牙顶R形处理、加长挤压部分、优质切削油 事例:NRT M8X1.25 RH7-P SS400 水溶性油 |
| 2.第一完全牙崩刃 特征:第一完全牙附近、牙底CONER为起点全部崩掉。 NRT特有的崩刃形态。 原因:磨损、粘刀、底孔径过小等、丝锥(丝攻)的负荷大。 对策为进行涂层、tc H/10、牙顶R形处理、牙底R形处理、使用优质切 削油 事例:NRT M4X0.7 RH4-P SCM 水溶性油 |
| 3.外径烂牙 特征:挤压部的磨损轻微,但是第一完全牙以下烂牙。 原因:被加工材料硬度高、被加工材料含硬点等、丝锥(丝攻)硬度低于被加工 材料 事例:V-NRT M14X1 RH9-B 氧化钢40HRC、加工了5个孔后烂牙 |
| 4.顶端缺损 特征:顶端不完全牙部分崩损。 原因:与孔底碰撞、底孔孔口处有冲击(偏心、振动)。 对策:减小丝锥(丝攻)顶端径、降低硬度。 事例:V-NRT M6X1 RH7-B S25C 多轴机床 |
| 5.牙底接触 特征:丝锥(丝攻)的牙底部留下内螺纹挤压过剩造成的接触伤痕。 原因:底孔径过小。 底孔径小造成内螺纹烂牙、毛刺、塞规不过、GP有点紧、 溶着、崩刃、折断等不良情况。 事例:TiN-NRT M3X0.5 RH5-B、S10C 底孔径φ2.75 4mm盲孔 谷底接触痕900min-1 不水溶性油 |
| 五 挤压丝锥的主要结构设计 |
| 1 挤压丝锥的棱数 |
| 挤压丝锥的横截面形状,为非圆的曲边棱形,其棱脊是加工的有效部分,也是丝锥螺纹设计,检查的部位。棱脊数Z即影响每齿挤压厚度,挤压接触长度和攻丝扭矩,还影响丝锥的铲背量,单齿作用力和螺孔精度。一般来讲,棱脊数少,丝锥与工件接触的弧长短,攻丝扭矩小,但单齿挤压厚度高作用力大,丝锥磨损较快,且丝锥铲背量大,故适用于小规格丝锥。棱脊数多,单齿作用力小,挤压平稳且丝锥铲背量小,但攻丝扭矩大,所以适用于大规格丝锥。 |
| 2 铲背量K |
| 挤压丝锥的横截面为曲边棱形,是磨螺纹过程中对螺纹三径进行铲磨时形成的。其截形取决于铲背量K。。当实际铲背量K等于K时,棱脊呈一段圆弧,有完整的螺纹廓形;当铲背量大于K0时,铲磨出的棱形横截面的顶部为交叉的两段曲线相截而成,使该处的螺纹大径减小,产生畸变。故临界铲背量K,是避免螺纹畸变的最大铲背量。 |
| 3 挤压锥 |
| 挤压锥螺纹一般采用圆锥排列方式,即将螺纹三径均制成斜角为挤压锥角的正锥状,以使齿顶具有适宜的宽度,比如毛坯孔壁。挤压锥角对螺纹成型有直接的影响,当锥角较大时,坦负挤压的齿数较少,挤压锥的每个齿承受的挤压力较大,被挤压螺孔的变形量也大,造成较大的齿形侧压力并增大攻丝扭矩,导致丝锥磨损加剧寿命降低。此外还使丝锥的导向性变差,不正常损坏增加。反之,挤压锥角太小时,担负挤压的齿数增多,被挤压螺孔的变形量虽有所减小,但增加了挤压频次,致使螺纹收尾要求,也不允许过小的挤压锥角,为此,合理的选择挤压丝锥的挤压锥角,就显得很重要,其值根据被加工材料和孔的类型。 |
| 4 挤压锥前端直径d3 |
| 由于挤压丝锥的导向比普通丝锥困难,所以该锥部前端直径的大小直接影响挤压的效果。如果选择适当,挤压丝锥不但容易进入,而且挤压轻快,扭矩小,同时被加工螺纹的粗糙度也好。通常情况下,该锥部前端直径d3,可按下式计算:d3=d-0.65P,式中:d3的公差为h12,d为公称直径,P为螺距 |
| 5 挤压丝锥切削液槽 |
| 挤压丝锥分为有切削液槽和无切削液槽两种,大规格的(M12以上)挤压丝锥冷挤压时,扭矩较大,产生的热量较高,为确保丝锥的寿命,可在挤压丝锥曲面多变形的面中间设置切削液槽,该切削液槽的一般宽度为1.5mm--3mm.深度为齿形高度的1.5倍左右。 |
| 六 镀钛挤压丝锥TIN-NRT的特长 |
| 1 丝锥表面硬度高,耐摩耗型佳 |
| 2 丝锥耐久性大幅提升 |
| 3 丝锥表面摩擦抵抗小,耐熔著性大 |
| 4 可高速切削提升丝锥效率 |





