TOSG左旋丝锥丝攻 不锈钢左旋丝攻M5供应

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG/EX-SUS-SFT
品牌
TOSG
类型
丝锥
型号
EX-SUS-SFT
材质
高速钢
制式
美制
加工定制
否

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

| EX-SUS-SFT不锈钢专用螺旋丝攻 |
此是为不锈钢而特别设计的丝攻,更为防止融着施有氧化处理,槽是右旋蜗旋槽约成45-50度的高度蜗旋槽,而且对S15C ,SNCM等软钢料亦能发挥效果
|

EX-SUS-SFT不锈钢专用螺旋丝攻

| 一 螺旋丝攻 |
| 特点:对不通孔被削材之攻牙作业,螺旋丝锥与一般手用丝锥不同的是,普通的手用丝锥之沟槽成直线型,而螺旋丝锥是成螺旋型,螺旋丝锥在攻牙时,以其螺旋槽的上升旋转作用能轻易地把铁屑排出孔外,以免铁屑残留或堵塞于沟槽内,而造成丝锥折断,刃部崩裂,因此能因此能增长丝锥的寿命与切削出最高精度之螺纹,切削速度可较直槽丝锥加快30-50%。螺旋丝锥适用于适用范围:切削高韧性之材料(碳素钢、合金钢及非铁金属),而不适合铸铁等切屑成细碎之材料等盲孔加工。 |
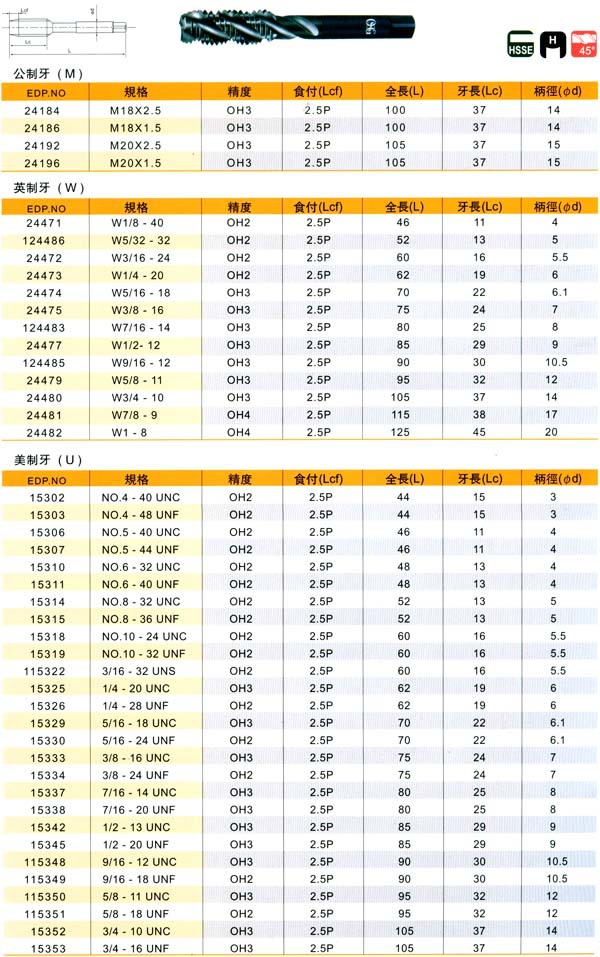
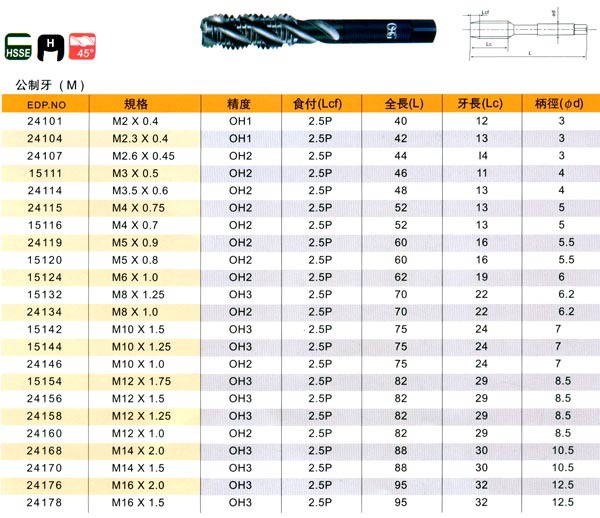
| 二 不锈钢用螺旋丝锥(EX-SUS-SFT) 备注1:EX-SUS-SFT表面经氧化处理的不锈钢用螺旋丝锥。 备注2:加大螺旋角,表面覆与氧化(Homo)处理,表面上的Fe3O4层,因是多孔质的原故,能保持住切削油减少摩擦热,有防止丝攻表面融着的效果,对不锈钢效果甚佳。 备注3:丝攻精度等级:OSG/TOSG OH级,OH1/0H2/OH3/0H4。 备注4:丝攻材质:HSS-E。 备注5:切削刃吃入部牙数:2.5牙。 备注6:适用被削材:具有45°之螺旋槽,适合不锈钢303/304材料。 备注7:库存:公制M;美制UNC/UNF;英制BSW;亦可定做公制、美制、英制等等各种牙形角的非标产品。 |
| 不锈钢用螺旋丝攻(EX-SUS-SFT)规格如下:公制(M)牙相关规格:M2.0*0.4、M2.3*0.4、M2.5*0.45、M2.6*0.45、M3.0*0.5、M3.5*0.6、M4.0*0.7、M4*0.75、M5*0.8、M5*0.9、M6.0*1.0、M8.0*1.25、M8.0*1.0、M10*1.5、M10*1.25、M10*1.0、M12*1.75、M12*1.5、M12*1.25、M12*1.0、M14*2.0、M14*1.5、M16*2.0、M16*1.5、M18*2.5、M18*1.5、M20*2.5、M20*1.5、M22*2.5、M22*1.5、M24*3、M24*1.5。 |
| 美制(UNC/UNF)牙相关规格: NO:4-40UNC、NO:4-48UNF、NO:5-40UNC、NO:5-44UNF、NO:6-32UNC、NO:6-40UNF、NO:8-32UNC、NO:8-36UNF、NO:10-24UNC、NO:10-32UNF、3/16-32UNS、1/4-20UNC、1/4-28UNF、5/16-18UNC、5/16-24UNF、3/8-16UNC、3/8-24UNF、7/16-14UNC、7/16-20UNF、1/2-13UNC、1/2-20UNF、9/16-12UNC、9/16-18UNF、5/8-11UNC、5/8-18UNF、3/4-10UNC、3/4-16UNF、7/8-9UNC、7/8-14UNF、1-8UNC、1-12UNF等等。 |
| 英制(BSW)惠氏螺纹:BSW1/8-40、BSW5/32-32、BSW3/16-24、BSW1/4-20、BSW5/16-18、BSW3/8-16、BSW7/16-14、BSW1/2-12、BSW9/16-12、BSW5/8-11、BSW3/4-10、BSW7/8-9、BSW1-8等等。 |
| 三 螺旋丝攻刃倾角的选择 |
| (1)影响切削力的大小与方向。刃倾角对径向力和轴向力的影响较大。当负刃倾角绝对值增大时,径向力会显著增大,螺旋丝攻将导致工件变形和工艺系统振动。例如,当 s λ 从 0°变化到-45°时,径向力 y F 约增大1 倍,轴向力 x F 降低约 1/3,主切削力 z F 基本不变。 (2)影响刀尖强度和散热条件。图 4.11 所示为用 r κ =90°的刨刀刨削平面的情况,当s λ <0°时,切削过程中远离刀尖的切削刃处先接触工件,刀尖可免受冲击,同时,切削面积在切入时由小到大,切出时由大到小逐渐变化,因而切削过程比较平稳,大大减小了TOSG螺旋丝攻受到的冲击,并减少了崩刃现象的产生。而当 s λ =0°时,切削刃全长与工件同时接触,切削力在瞬间由零增至最大,因而冲击较大。当 s λ >0°时,刀尖首先接触工件,冲击作用在刀尖上,容易崩尖。对于 s λ <0°的车刀的刀头强度较高,散热条件较好。因此,在粗加工时,特别是冲击较大的加工中,常采用 s λ <0°的刀具。 (3)影响切屑的流出方向。外圆车刀主切削刃刃倾角对切屑流向的影响。当 s λ =0°时,切屑沿主切削刃方向流出;当 s λ >0°时,切屑流向待加工表面;当s λ <0°时,切屑流向已加工表面,容易划伤工件表面。 (4)影响切削刃的锋利程度 当刃倾角 s λ ≥15°时,刀具的工作前角和工作后角都随s λ 的增大而增大,螺旋丝锥刃倾角 s λ 对实际工作前角的影响。而切削刃钝圆半径r ε则随 s λ 的增大而减小,增大切削刃的锋利性。因此,对于微量精车刀和精刨刀常采用 45°~75°的刃倾角,切下极薄的切屑。 因此,在加工钢件或铸铁件时,粗车取 s λ =-5° ~0° ,精车取 s λ =0° ~5° ;有冲击负荷或断续切削取 s λ =-15° ~-5° 。加工高强度钢、淬硬钢或强力切削时,为提高刀头强度,取 s λ =-30° ~-10° 。当工艺系统刚度较差时,一般不宜采用负刃倾角,以避免径向力的增加。 |





