英制丝锥丝攻批发 英制丝攻丝锥规格齐全

宁波市鄞州南部商务区工巧五金经营部
中国 宁波
产品属性
图文详情
品牌推荐
品牌/型号
TOSG/NRT
品牌
TOSG
类型
丝锥
型号
NRT
材质
高速钢
制式
美制
加工定制
是

1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

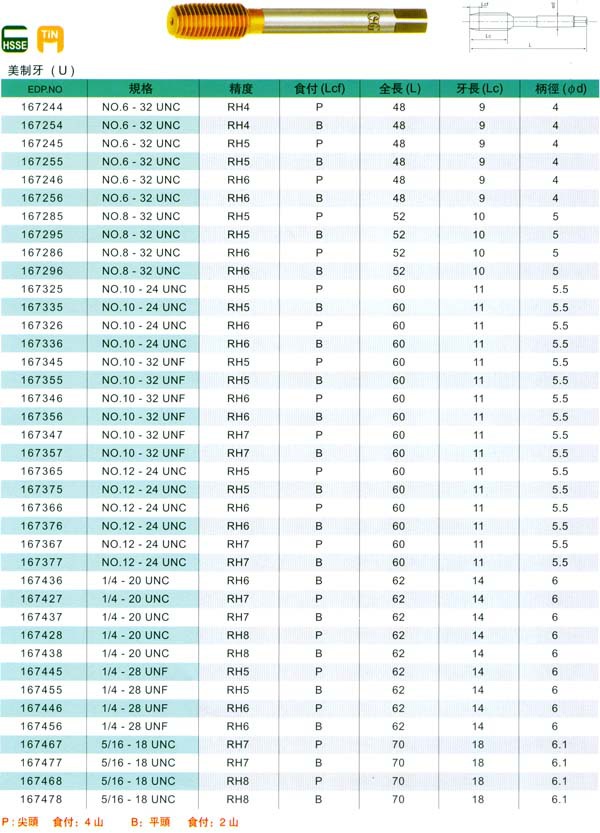
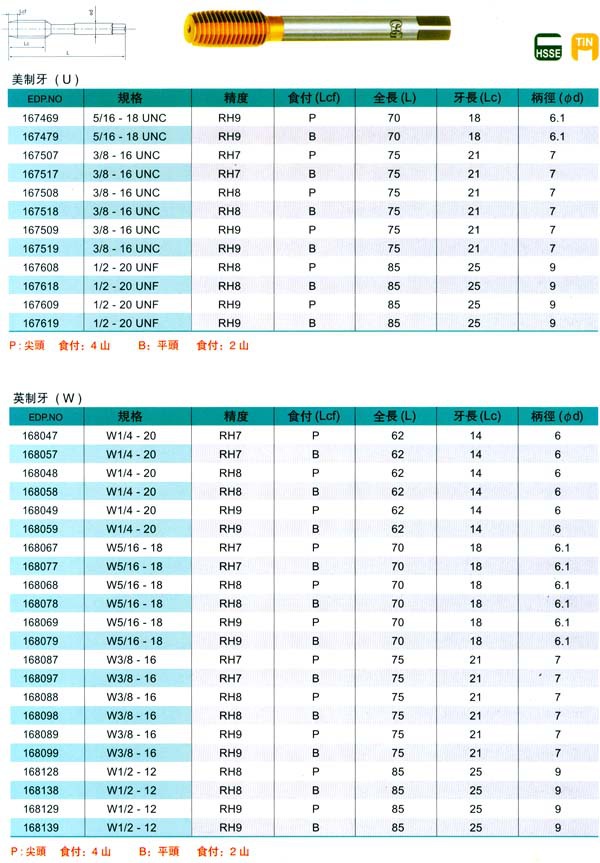
挤压丝锥英制丝锥规格表
| |
| |
| 、 | |

镀钛挤压丝锥--标准牙型(TIN-NRT)
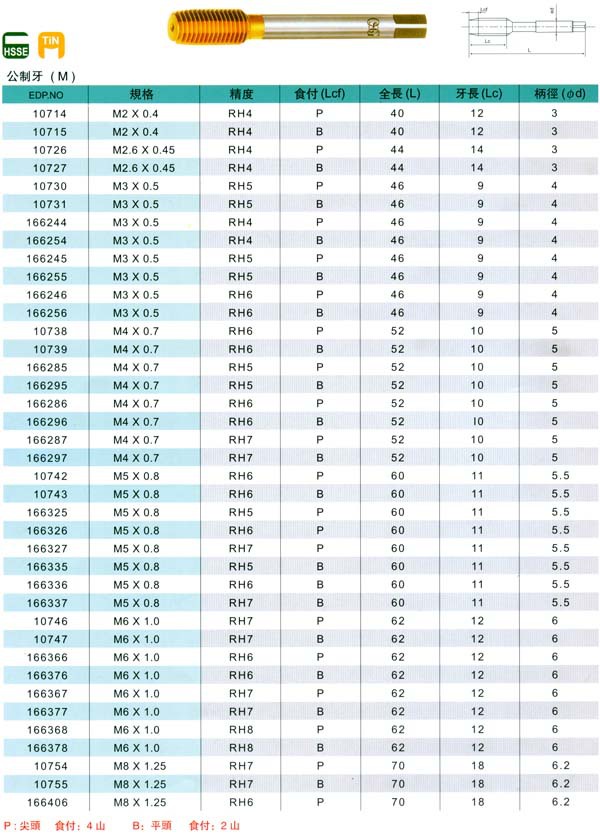


| 一 丝攻的涂层 |
| 涂层分为 B-NRT(白色) TIN-NRT(氮化钛) TICN-NRT(氮碳化钛) ALSIN-A-NRT(硅铝钛) |
| 所有规格的挤压丝攻,全部选用进口HSSE或CPM材料,采用德国成套进口全自动丝攻生产线一次磨削完成。 |
| 二 丝攻按牙型分类 |
| W公制牙、U美制牙、W英制牙、德制普通牙型、管用直牙型、管用斜牙型、针车牙型(SM)、气门嘴牙型(V)、梯形牙型(TR)、圆弧牙型(RD)、气瓶锥牙型(PZ)、钢瓶管用型(PG)、皮带轮牙型(NC)、螺套用型、跳牙型、多头牙型等; |
三 机用丝攻与手用丝攻的区别 : |
| 机用丝攻通常是指高速钢磨牙丝攻,适用于在机床上攻丝;手用丝攻是指碳素工具或合金工具钢滚牙(或切牙)丝攻,适用于手工攻丝。但在生产中,两者也可互换使用。 |
| 四 挤压丝攻的损伤及对策 |
| 1.丝锥(丝攻)初期粘刀 特征:粘刀发现的位置是第一完全牙、回转方向、压顶附近。 溶着物反复生成和脱落。 原因:NRT特点的初期粘刀。 对策为进行涂层、牙顶R形处理、加长挤压部分、优质切削油 事例:NRT M8X1.25 RH7-P SS400 水溶性油 |
| 2.第一完全牙崩刃 特征:第一完全牙附近、牙底CONER为起点全部崩掉。 NRT特有的崩刃形态。 原因:磨损、粘刀、底孔径过小等、丝锥(丝攻)的负荷大。 对策为进行涂层、tc H/10、牙顶R形处理、牙底R形处理、使用优质切 削油 事例:NRT M4X0.7 RH4-P SCM 水溶性油 |
| 3.外径烂牙 特征:挤压部的磨损轻微,但是第一完全牙以下烂牙。 原因:被加工材料硬度高、被加工材料含硬点等、丝锥(丝攻)硬度低于被加工 材料 事例:V-NRT M14X1 RH9-B 氧化钢40HRC、加工了5个孔后烂牙 |
| 4.顶端缺损 特征:顶端不完全牙部分崩损。 原因:与孔底碰撞、底孔孔口处有冲击(偏心、振动)。 对策:减小丝锥(丝攻)顶端径、降低硬度。 事例:V-NRT M6X1 RH7-B S25C 多轴机床 |
| 5.牙底接触 特征:丝锥(丝攻)的牙底部留下内螺纹挤压过剩造成的接触伤痕。 原因:底孔径过小。 底孔径小造成内螺纹烂牙、毛刺、塞规不过、GP有点紧、 溶着、崩刃、折断等不良情况。 事例:TiN-NRT M3X0.5 RH5-B、S10C 底孔径φ2.75 4mm盲孔 谷底接触痕900min-1 不水溶性油 |
| 五 TOSG挤压丝锥加工材质及适用范围 |
| TOSG品牌挤压丝攻目前已开发不锈钢、环保铁、锌合金、铝合金、铜件等高难度攻牙材料的挤压丝攻,其螺纹品质及攻牙寿命可以与国外任一品牌抗衡,且价格非常优惠。本公司公制丝锥从M1-M16,并有美制、英制等品种繁多,样样俱全。TOSG丝锥主要适用于自动车床、加工中心和攻丝机等机型。 |
| 根据不同的工件加工可选择不同的涂层丝攻 |
| 涂层分为 B-NRT(白色) TIN-NRT(氮化钛) TICN-NRT(氮碳化钛) ALSIN-A-NRT(硅铝钛) |
| 所有规格的挤压丝攻,全部选用进口HSSE或CPM材料,采用德国成套进口全自动丝攻生产线一次磨削完成。 |
| 专门针对钛合金和不锈钢小螺帽加工而设计研发的新产品(尤其适合iPhone专用螺帽)(不锈钢专用小径挤压丝攻),已得到广大新老客户的认可和信赖,轻松替代TOSG, YAMAWA等进口品牌丝攻,性能稳定,价格优惠,库存充足 |





