
1 网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,延误了收货物时间造成双方不必要的损失,谢谢! 拍下后一定要联系客服,否则关闭交易。

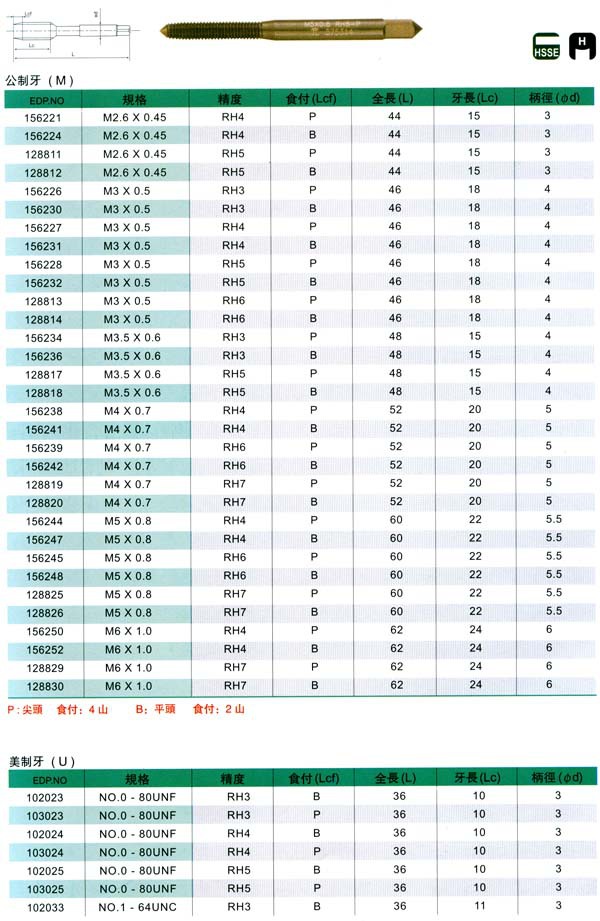
| EXL-NRT钢铁专用挤压丝攻《长牙型》 |
EXL-NRT长牙型挤压丝攻是应用塑性变形使螺丝鼓起形成螺纹的,故对一般延伸性大的碳钢,挤压丝攻与切削丝攻最大不同在于,挤压丝攻攻牙时无切削排出,而内螺纹之加工面为压造面,外观美丽,光滑,螺纹强度约增加30%且精度稳定。丝攻因无沟故耐扭力、强度高,丝攻寿命较长不易折断,适用于展延性较好之材料如铁板、铜板、铝板、不锈钢板及管类加工。 
钢铁用挤压丝锥--长牙型(EXL-NRT)

| 一 :非圆丝攻说明 | | 非圆丝攻又名挤压丝攻,非圆丝攻由于是挤压成型,加工过程中无铁销,表面光洁,无毛刺,且抗拉力增加30%左右,耐扭力、强度高,丝攻寿命较长不易折断,适用于展延性较好之材料如铁板、铜板、铝板、不锈钢板及管类加工。广泛用于电子零配件、五金件,手机配件、钟表、汽车制造、航空等IT行。 | 我们长备以下库存:、NRT钢铁用非圆丝攻、B-NRT非铁合金用非圆丝攻-标准牙型、EXS-NRT钢铁用非圆丝攻-短牙型、EXL-NRT钢铁用非圆丝攻-长牙型、B-EXL-NRT非铁合金用非圆丝攻-长牙型、B-EXS-NRT非铁合金用非圆丝攻-短牙型、TIN-EXL-NRT钛处理非圆丝攻-长牙型、TIN-NRT钛处理非圆丝攻-标准牙型、TIN-EXS-NRT钛处理非圆丝攻-短牙型。 |
| 二 :选择丝锥的种类 | | 我们经常使用的是:直槽丝锥、螺旋槽丝锥、螺尖丝锥、挤压丝锥,其性能各有所长。 | | 直槽丝锥通用性最强,通孔或不通孔、有色金属或黑色金属均可加工,价格也最便宜。但是针对性也较差,什么都可做,什么都不是做得最好。螺旋槽丝锥比较适合加工不通孔螺纹,加工时切屑向后排出。由于螺旋角的缘故,丝锥实际切削前角会随螺旋角增大而加大。 | | 经验告诉我们:加工黑色金属的,螺旋角选的小一点,一般在30度左右,保证螺旋齿的强度。加工有色金属的,螺旋角选的大一点,可在45度左右,切削锋利一些。 螺尖丝锥加工螺纹时切屑向前排出。它的芯部尺寸设计比较大,强度较好,可承受较大的切削力。加工有色金属、不锈钢、黑色金属效果都很好,通孔螺纹应优先采用螺尖丝锥。 挤压丝锥比较适合加工有色金属,与上述切削丝锥工作原理不同,它是对金属进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高,加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强度不够。过小,封闭挤压的金属无处可去,造成丝锥折断。计算式为:底孔直径=内螺纹公称直径-0.5螺距。 | | 三 :机用和手用丝锥 | | 是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。 |
|
|






