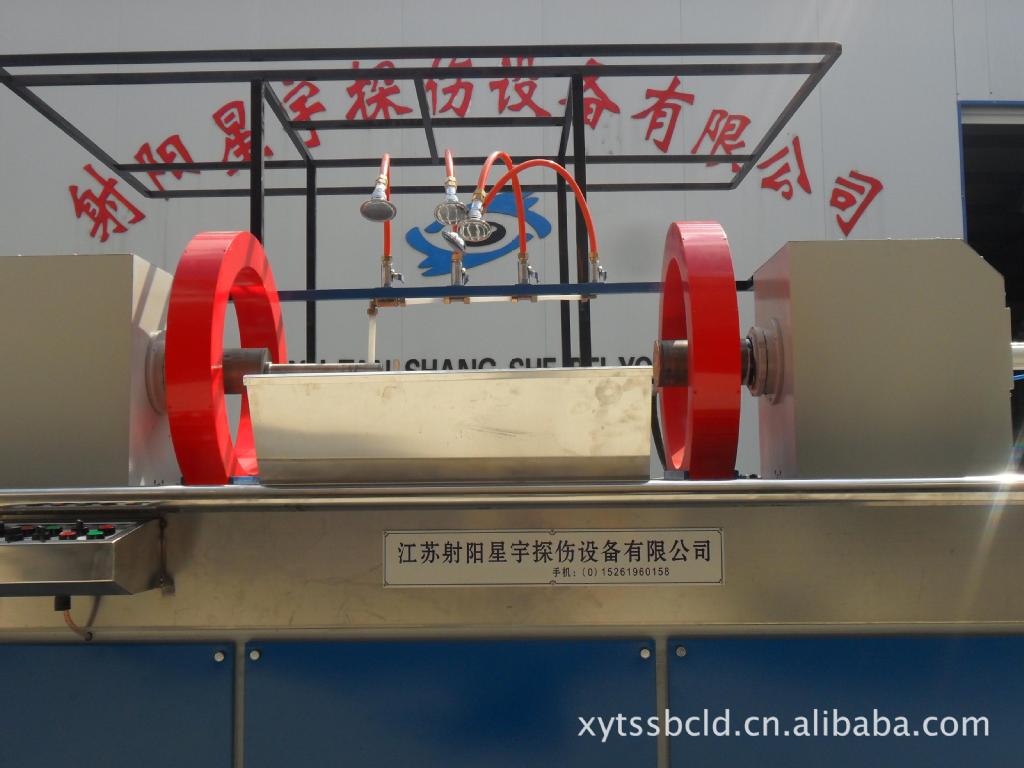
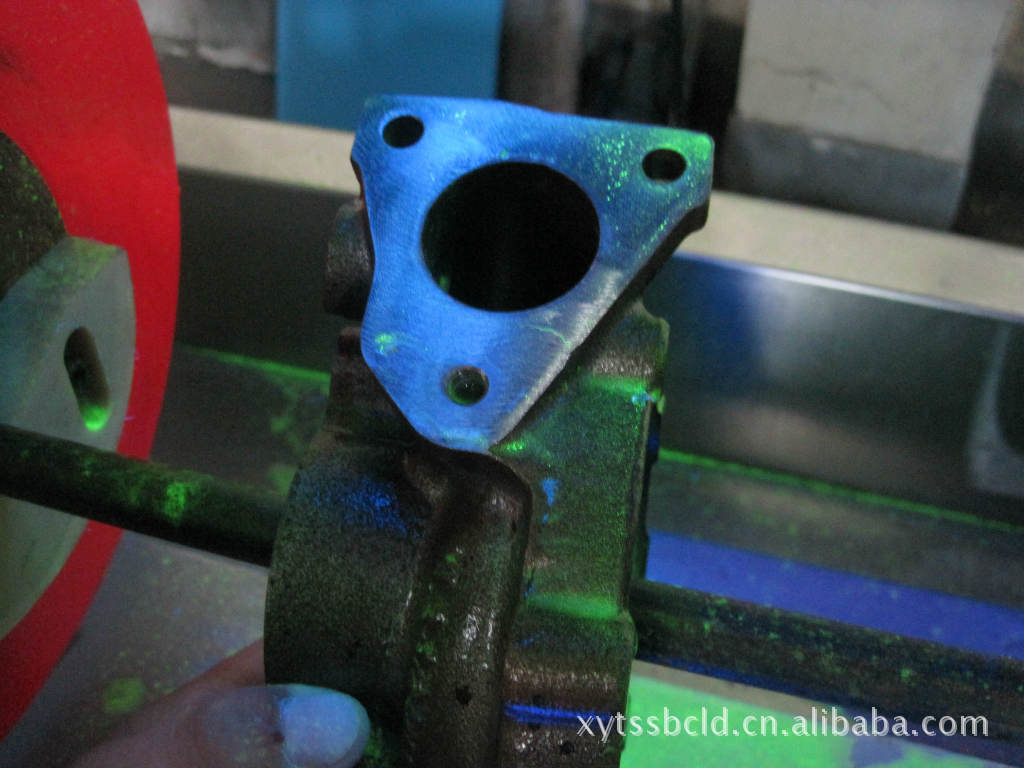
1.用途 CJW-3000型微机控制荧光磁粉探伤机,是固定式、分立型交流多功能半自动湿法荧光磁粉探伤设备。它根据磁化原理设计制造而成,符合JB/T8290-1998《磁粉探伤机》标准。适用于机械、汽车、航空、内燃机、铁道等行业对各类铁磁性材料制成的零件的无损检验。能发现零件表面及近表面因铸造、锻压、拉伸、淬火、研磨、疲劳而产生的裂痕以及夹渣等极细微的缺陷(深离零件表面的缺陷不能利用此法检查)。 2.原理 该机以小型工业可编程序控制器(PLC)为核心,对系统的机械程序动作,如夹紧、喷洒磁悬液、磁化、松夹、下料等动作进行控制,能按规定程序完成除上料及人工缺陷观察以外的全部探伤过程,即可自动操作,又可手动单步操作。 该设备对工件的磁化采用复合磁化方式, 即周向磁化和纵向磁化相配合,一次性检测出磁化范围内工件表面的全方位缺陷。 周向磁化采用直接通电法,纵向磁化采用线圈磁轭法。周向磁化和纵向磁化均使用 50Hz 工频交流电作为电源,两路电流相位相差120o。工件在复合磁化时,由失量分析可知,在其表面将建立一个随时间变化的椭圆形旋转磁场。由于交流电的趋肤效应,只要选择合适的磁化电流强度,即使是形状比较复杂的工件,也能使其表面获得较均匀的磁场分布。 该设备磁化电源主电路采用可控硅无节调压电路,利用隔离主变压器以低电压大电流方式输出,对工件进行周、纵向交流复合磁化,从而一次性探伤就可检查出工件表面和近表面因锻压、拉伸、淬火、研磨、疲劳而引起的裂痕及夹渣等细微缺陷。 控制电路采用集成电路技术,利用改变可控硅导通角来调整主电路输出电流的大小,磁化电流连续可调,并具有断电相位控制功能,既可用于连续法探伤,又可用于单方向磁化时的剩磁法探伤。 本机的周向和纵向输出电压低于36V,因此不会对人体构成电的伤害。 3.磁粉探伤基本原理 自然界中磁力线总能保持其连续性。当铁磁性工件放在使其饱和的磁场中时,磁力线便会被引导通过工件。如果磁力线遇到工件材料上的不连续(即裂纹、夹渣、气孔等缺陷),而磁力线为了保持自己的连续性,则必须绕过这些缺陷。 若这些缺陷位于材料的表面或近表面,而由于工件中的磁力线已达到饱和状态,则磁力线就会绕过这些磁导率较低的(磁阻较大)区域而泄漏出工件表面形成“漏磁埸”。这样在缺陷的两侧便会产生磁极,将磁粉(或磁悬液)喷洒于有缺陷工件表面,则缺陷磁极吸引磁粉,便可形成明显可见的线状或点状堆积。 必须说明,工件经磁化后并不是所有的缺陷都能显示。当缺陷方向平行于磁力线时,磁力线就不能泄漏出工件表面,只有当磁力线与缺陷延展方向成一定夹角或互相垂直时,缺陷才能显示出来。 如缺陷离工件表面较深,磁力线虽然也能形成弯曲,但还不致于暴露在工件表面之外,则不会产生较大的“漏磁埸”,因此此刻的缺陷显示可能较弱或完全不显示。 二、 设备的主要技术指标 1. 磁化电流 1.1周向磁化电流:AC 0-3000A (有效值) 连续可调 带断电相位控制功能 1.2纵向磁化磁势:AC 0-20000AT (有效值) 连续可调 带断电相位控制功能 2.电极间距: 0-1000(mm) 可调 3.磁化方式: 周向磁化 纵向磁化 复合磁化 4.磁化效果: 工件表面用A型2号试片贴面,显示清晰 5.退磁效果: 工件退磁后剩磁 ≤0.2 mT (160A/m) 6.气源压力: ≥ 0.4 Mpa (气源用户自备) 7.电源: 三相四线 AC 380V±10% 50HZ 约 150A 8.总重量: 约1500KG 9.暂载率: ≥15% 三.结构形式 该机为机、电分体式结构,主要由磁化电源控制柜、夹持装置、磁悬液喷洒及回收系统、紫外灯、暗室、等部分组成。 - 磁化电源控制柜
磁化电源控制柜为直立式结构,柜体左右两侧有两扇门,控制面板装在控制柜的前面,柜内立式安装着一块元器件安装板,上面安装有空气开关、电源控制器件、可编程序控制器(PLC)、交流磁化控制电路、电流指示系统、可控硅等控制元件。控制柜由电缆与夹持装置相连接。 - 夹持装置
夹持装置以床身为基础,不锈钢集液槽为界,分上下两部分。 下部装有磁化电流输出周、纵向主变压器、互感器和连接铜排。后侧左下部为气动元件安装板。右侧装有储液箱。 上部装有导轨、固定电极箱、移动电极箱。移动电极箱置于导轨之上,其移动以手轮转动丝杠达到调节电极间距的目的。固定电极置于床身之左上端,以螺栓与集液槽、床身紧固。两磁轭线圈分别套在左右电极轴上,且固定在移动电极箱和固定电极箱上。工件夹紧控制是以电极箱上的气缸推动电极轴来实现的。 - 紫外灯及暗室
- 这一组件安装在夹持装置上,暗室用白色扣板制作而成,暗室顶部装有换气风扇,中部支架上配有壹套紫外灯组件,供工件缺陷观察之用。
- 磁悬液喷洒及回收系统
磁悬液喷洒及回收系统由集液槽、储液箱、抽液泵、搅拌器、输液管、控制阀和喷液杆组成。其中储液箱为独立整体,它根据液体流动原理设计而成,箱盖上装有抽液泵,进行磁悬液的抽液和搅拌。为了使磁悬液不产生吸附沉淀,储液箱与集液槽均采用非磁性材料不锈钢制成。 |