1.设备名称、型号 CJW-4000微机控制荧光磁粉探伤机 2.概述 该机为微机控制半自动湿法荧光磁粉探伤设备,适用于铁磁性零件的磁粉检验。它以小型工业可编程序控制器(PLC)为核心对系统的机械程序动作,如夹紧、线圈移动、喷洒磁悬液、磁化、工件旋转、退磁、松夹等动作进行全过程控制,能按规定程序完成除缺陷人工观察以外的全部探伤过程,既可自动操作,又可手动单步操作。 磁化电源主电路采用目前通用的可控硅无级调压电路,用隔离输出变压器以低电压大电流输出,对工件进行周、纵向交流复合磁化,从而一次性探伤可检查出工件表面和近表面因锻压、淬火、研磨、疲劳而引起的裂痕及夹渣等细微缺陷。 磁化电源控制电路采用目前先进的集成电路技术,利用改变可控硅导通角来调整主电路输出电流的大小,磁化电流连续可调,并具有断电相位控制功能,既可用于连续法探伤,又可用于单方向磁化时的剩磁法探伤,其剩磁稳定度好。该机周向磁化采用通电法,纵向磁化采用磁轭加线圈法,保证了被磁化工件的纵向磁场均匀一致,能适应较长工件的探伤。其周向电极的夹紧,纵向线圈的移动,电极的转动均采用电机驱动,并配有紫外灯及暗室。适用于机械、汽车、航空、内燃机、铁道等行业对各种批量中小型铁磁性零件的荧光磁粉探伤。
3.结构形式(如图)
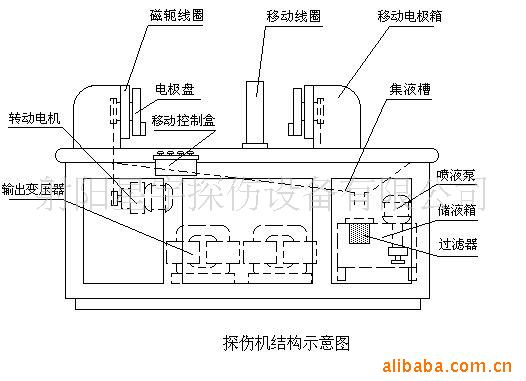
该设备为机、电分体式结构,主要由电源控制柜、磁化夹持装置,以及紫外灯、暗室等组成。 电源控制柜内设有PLC中央控制系统、控制元件、磁化电流控制系统、电流测量指示系统。 磁化夹持装置主要由周向电极、纵向线圈、纵向磁轭、周向磁化电动夹紧机构、隔离输出变压器、磁悬液喷洒和回收系统、紫外灯和暗室等几部份组成。 驱动电极夹紧、电极转动及线圈移动的电机均隐蔽于机床内部,采用机械延伸方式驱动,有效地保护了电机不被磁悬液的侵蚀,提高了设备的安全性能。 设备四周的门板均采用便于拆卸的手拧螺丝结构来固定,便于拆卸,机床内部视野开阔,使得清洁和修理极为方便。 磁化电源的隔离输出变压器和电极、线圈的连接导体均采用紫铜排及软电缆连接。变压器铁芯采用冷轧高矽矽钢片制作,所有电气元件均经过严格老化筛选,确保质量。 磁悬液搅拌喷洒及回收系统由储液箱、搅拌器、集液槽、抽液泵、输液管、喷液器组成。其中储液箱为独立整体,盖上装有抽液泵,进行磁悬液的搅拌和抽液,置于机床底部,储液箱底部安装有四个小轮,使得储液箱的换液清理变得非常方便。为了使磁悬液不产生吸附沉淀,储液箱与集液槽均采用不锈钢制造。 该设备的观察暗室,是用方钢焊接制成,四周用遮光布遮光,顶上装有排风扇,在检测位置的上前方配两套紫外灯。 4.结构特点 4.1、中央处理系统采用PLC控制,即可实现手动控制(单步操作)又可实现自动控制; 4.2、纵向磁化采用磁轭加线圈结构(平时线圈套在固定电极的磁轭内),使得较长工件也能获得均匀一致的纵向磁场,不但适合短工件的探伤,也适合较长工件的探伤; 4.3、磁化电源主电路,采用可控硅无节调压,工作噪音小,输出功率大,重复使用率高,低压大电流输出,安全可靠; 4.4、周、纵向磁化电流均可分别连续可调; 4.5、带断电相位控制功能,既可用连续法探伤,又可用剩磁法探伤,剩磁稳定度好; 4.6、机床的储液箱和储液槽均采用不锈钢材料制造,既适用于油剂磁悬液,又适用于水剂磁悬液。且磁粉搅拌均匀,无沉淀死角; 5.主要技术指标 5.1、周向磁化电流: AC 0-4000A(有效值) 连续可调,带断电相位控制器功能; 5.2、纵向磁化磁势: AC 0-20000AT(有效值)连续可调,带断电相位控制器功能; 5.3、退磁效果: 自动衰减式退磁,退磁后工件的剩磁≤0.3mT; 5.4、夹紧方式: ( 电动或气动)夹紧;(据用户要求) 5.5、磁化方式: 周向磁化、纵向磁化和复合磁化; 5.6、操作方式: 自动操作和手动单步操作; 5.7、紫外线强度: 距工件表面380mm处不小于1000μw/cm2; 5.8、交流剩磁稳定度: ≤±5%; 5.9、灵敏度: A型15/50试片清晰显示; 5.10、电源: 三相五线 AC 380V 50Hz 瞬时最大约150A 6.工艺流程 6.1、连续法探伤工艺流程 上料--夹紧--线圈移动--喷洒磁化--磁化--转动观察--退磁--松开--下料 三、设备使用环境及安装要求: 环境温度:-10° - +40°C 相对湿度:不大于85°C 安装时设备放在平整的水泥或水磨地面上即可,无需与地面固定。 四、交货期: 预付款到位之日起2个月内交货。 五、质量保证 1.设备预验收 1.1预验收是指设备制造完毕后,出厂前的验收。设备发货前10-15天通知需方派员按预定日期到达供方进行设备预验收,验收标准在满足技术规格要求的前提下,按JB/T8290-1998标准和双方签定订的技术协议进行检验,验收结束,双方签订验收纪要后方可发货。 1.2设备预验收期间,若发现与双方签订的技术协议以外的问题,在返工量不大的情况下,供方在发货前可以给予解决,但切不可货物到需方现场时提出,如是这样一切后果自负。 2.安装调试及验收 2.1安装调试是指设备到达需方后,在操作现场的安装与调试。设备到达需方后,必须在一周内通知供方,3日内供方安装调试人员到达需方要求进行安装调试,并进行正式验收,其验收标准按第十条第1.1款要求进行。若验收结果仍存在问题,供方可在不影响需方生产的前提下15天内给予解决。 2.2安装调试结束以双方签署的“双方入厂验收报告”之日起算保修 期。 3.质量保证和售后服务 3.1设备所有原器件及原材料的购进,都是通过严格筛选和认证,保证是正规厂家生产,如有非正规厂家的器件,一经查出以一罚十,同时赔偿经济损失。 3.2所有自制件均采用合格材料,严格按设计工艺要求制造。 3.3质量保证期:设备自双方签署合格的需方入厂验收报告之日起,保修12个月,并终身服务。 3.4保证期内出现设备本身质量问题,需方将立即通知供方,供方在48小时内到达需方,免费修理。保证期限外出现质量问题,在48小时到达需方(有偿修理)。 3.5质量保证外,供方还可常年提供设备的备件和其它探伤用附件材料。 4.人员培训 供方可免费为需方培训与使用设备的有关人员,培训人地点在供方或需方,直至学会为止,但供方无权发证,如需上岗证,必须通过国家或部、省、行业举办的无损检测培训班,获取二级资格证方可上岗。 5.包装和运输: 5.1包装箱严格按标准规范进行包装,运输方式:汽车或火车托运。 5.2包装和运输费用,运输费用按国家规定,包装费用由供方承担,运输、保险及运输费用由需方承担,供方可代办托运。 |