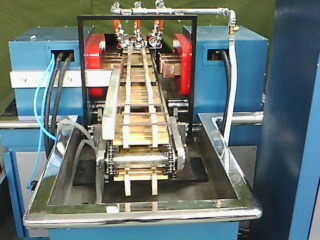







1.设备型号及名称: CJE---2000型微机控制螺栓荧光磁粉探伤机 CTD-250退磁机 2.设计制造及验收标准: 采用国家JB/T8290—1998《磁粉探伤机》标准。 3.设备能力 运转时间:大于500小时/月。 节拍:每次两只,每次10秒左右(不包含观察时间), 4.设备组成(见附图) 电源控制柜(包括 :操作站、控制主板和主电源板等 ) 一套 磁化夹持装置(包括:夹紧机构、磁轭纵向磁化器、周向磁化器等) 一套 控制系统(欧姆龙PLC)一套 磁悬液喷洒系统 一套 紫外灯系统 一套 暗室系统 一套 输送机构 一套 检测台 一套 CTD-250退磁设备 一套 5.主要技术参数:本机按照《中华人民共和国国家标准磁粉探伤机》(JB/T8290—1998)制造。 周向磁化电流:AC 0-2000A(有效值)连续可调,带断电相位控制; 纵向磁化磁势:AC 0-18000AT(有效值)连续可调,带断电相位控制; 磁化原理:周向直接通电法、纵向线圈感应法; 磁化方式:周向、纵向、复合磁化三种; 电极间距:≥250mm;(可调节) 夹紧行程:50 mm;双向 夹紧方式:气动夹紧,气压0.4—0.8Mpa可调,(气源用户自备); 退磁方式:输送式退磁机远离式自动退磁; 退磁效果:退磁后工件上剩磁小于3GS; 探伤灵敏度:按中华人民共和国机械行业标准JB/T6065—92《磁粉探伤用标准试片》规定,工件表面用A型2号试片贴面,清晰显示; 紫外线强度:距工件380mm处,照度大于或等1000uW/cm2; 电源:三相四线,380V±10%,50HZ,约100A。 6.磁化原理及设备性能 该机为微机控制半自动磁粉探伤设备,设备人性化。它以小型工业可编程序控制器(PLC)为核心对系统的输送、夹紧、喷洒磁悬液、磁化、松开、观察等机械程序动作进行控制,能按规定程序完成除上料、观察,下料以外的全部探伤过程,既可自动操作,又可手动单步操作。无漏检现象,操作人员的劳动强度小。特别适用于流水线式检测。 控制电路采用目前先进的集成电路技术,利用改变可控硅导通角来调整主电路输出电流的大小。磁化电流连续可调,并具有断电相位控制功能,既可用于连续法探伤,又可用于剩磁法探伤,且剩磁稳定度好。该机采用三相互成120°相位角的交流电,其中两相交流电流分别提供给两路周向电极,另一相交流电给磁轭线圈。 该设备适用于机械、汽车、航空、内燃机、铁道等行业对各种中小型不规则铁磁性零件的磁粉探伤。 7.设备的组成及结构特点: 该机属固定分立型结构,主要包括磁化电源控制柜、夹持装置、工件输送机构、磁悬液喷洒及回收系统、检测台、紫外线灯、输送式退磁机等几部分组成,并以相应方式联于一体。 磁化电源控制柜是直立箱式结构,采用冷扎板焊接而成,控制面板装在柜前面,柜内立着一块安装板,上面装配着所有电气元件及触发控制板和PLC机。 夹持装置的床身结构是采用槽钢焊接而成,不锈钢链条输送机构用减速机作动力加上链轮机构实现间隙式步进实现工件的进给,并外加行程开关实现工件精确定位。夹紧通过气缸带动电极夹紧,其夹紧力和运行速度均可调节。主变压器铁芯采用冷扎高锡锡钢片制作,磁悬液箱及储液槽均采用不锈钢材料制作,能分别适用于油基和水基磁悬液,并配有过滤网和排液口,磁悬液散布装置,采用目前较好的专业搅拌泵和压力泵,具有喷流量大,搅拌均匀等优点,再加配一系列防堵措施,解决了磁粉探伤机中磁悬液经常堵塞的现象。 储液箱为独立整体,它根椐液体流动原理设计成型,盖上装有125W电 动机两只,进行搅拌和抽液,容积为30升。 喷洒系统采用一只电泵控制,多喷头喷洒,喷头流量分别有 单独球阀控制。 输送式退磁机:退磁线圈内孔250mm×250mm,采用橡胶皮带,用减速机作动力,带动工件从退磁机通过实现工件退磁。 6.工艺流程 其工艺流程图如下: 人工上料——输送——定位——夹紧——喷洒——磁化——松开---输送---滑入检测观察台——观察---工件放到输送式退磁机上退磁——下料 6、设备使用环境及安装要求: 环境温度:-10°- +40°C 相对湿度:不大于85°C 安装时设备放在平整的水泥或水磨地面上即可,无需与地面固定。 7、交货期: 预付款到位之日起40天内交货。 8、质量保证 1.设备预验收 1.1预验收是指设备制造完毕后,出厂前的验收。设备发货前10-15天通知需方派员按预定日期到达供方进行设备预验收,验收标准在满足技术规格要求的前提下,按JB/T8290-1998标准和双方签定订的技术协议进行检验,验收结束,双方签订验收纪要后方可发货。 1.2设备预验收期间,若发现与双方签订的技术协议以外的问题,在返工量不大的情况下,供方在发货前可以给予解决,但切不可货物到需方现场时提出,如是这样一切后果自负。 2.安装调试及验收 2.1安装调试是指设备到达需方后,在操作现场的安装与调试。设备到达需方后,必须在一周内通知供方,3日内供方安装调试人员到达需方要求进行安装调试,并进行正式验收,其验收标准按第十条第1.1款要求进行。若验收结果仍存在问题,供方可在不影响需方生产的前提下15天内给予解决。 2.2安装调试结束以双方签署的“双方入厂验收报告”之日起算保修 期。 3.质量保证和售后服务 3.1设备所有原器件及原材料的购进,都是通过严格筛选和认证,保证是正规厂家生产,如有非正规厂家的器件,一经查出以一罚十,同时赔偿经济损失。 3.2所有自制件均采用合格材料,严格按设计工艺要求制造。 3.3质量保证期:设备自双方签署合格的需方入厂验收报告之日起,保修12个月,并终身服务。 3.4保证期内出现设备本身质量问题,需方将立即通知供方,供方在48小时内到达需方,免费修理。保证期限外出现质量问题,在48小时到达需方(有偿修理)。 3.5质量保证外,供方还可常年提供设备的备件和其它探伤用附件材料。
|