精加工淬硬钢CBN氮化硼刀具/数控车刀
淬硬钢在20世纪90年代车削还只是粗加工工序,淬火后的工件采用磨床加工;所谓的淬硬钢就是把淬硬钢的车削最终加工工序或精加工的工艺方法,精加工的特点在于:(1)生产效率高;(2)洁净加工工艺,加工后的切屑易回收;(3)可获得良好的整体加工精度。
精加工HRC50以上淬硬钢的最低硬度是HRC50,HRC50算是一个临界点,精加工HRC50以上的淬硬钢选择的刀具材料很重要,其中CBN氮化硼刀具精加工淬硬钢效果最好,华菱超硬研制的一系列非金属粘合剂CBN氮化硼刀具,使精加工HRC50以上淬硬钢称为现实。

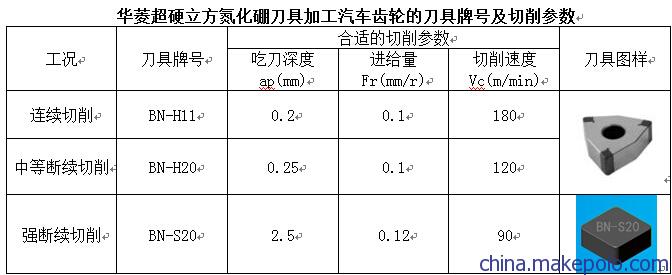
华菱超硬针对HRC50以上淬硬钢的加工性能和刀具厂出现的问题,研制了非金属粘合剂CBN氮化硼刀具BN-H20牌号,BN-H10牌号和BS20等牌号,加工精度达到Ra0.4,精加工HRC50以上淬硬钢的刀具牌号有BN-H10牌号,BN-H11牌号,BN-H20牌号,BN-H21牌号,BN-S200牌号,吃刀深度0.3mm以内,精加工HRC50以上淬硬钢精度高,遇到断续不崩刀。粗车HRC50以上淬硬钢选择华菱非金属粘合剂CBN氮化硼刀具BN-S20牌号,不仅硬度高,耐磨性和抗冲击性良好,强断续精加工淬硬钢不崩刀,效果显著。
精加工淬硬钢CBN氮化硼刀具/数控车刀
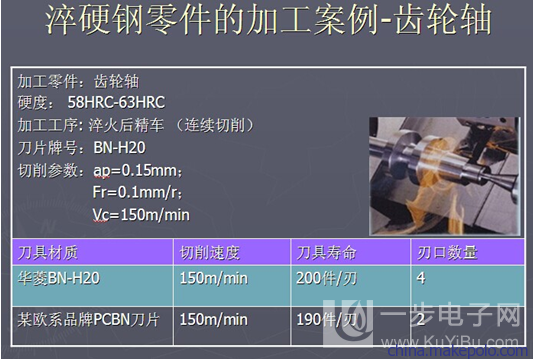
华菱品牌BN-H20材质的CBN氮化硼刀具是采用晶粒度3-5μm混合晶粒的数控刀具,在断续精加工HRC50以上淬硬钢时,刀具抗震性好,不打刀,可大幅度优化淬硬钢精加工速率。利用BN-H20材质的CBN氮化硼刀具精加工淬硬钢零件案例如下:
精加工零件:齿轮轴
材料硬度:HRC58-63
精加工工序:淬火后精加工
刀具牌号:BN-H20
切削参数:ap:0.15mm
Fr:0.1mm/r
Vc:150m/min
华菱超硬BN-H20材质的CBN氮化硼刀具与某欧系CBN氮化硼刀具相比,精加工淬硬钢效果如下:
综上所述,华菱超硬BN-H20材质的CBN氮化硼刀具是精加工HRC50以上淬硬钢的首选刀具。另外,根据不同的精加工HRC50以上淬硬钢情况,华菱超硬还特别推出了BN-H10材质、BN-S20材质的CBN氮化硼刀具,供大家选择。若您有任何的疑问,欢迎致电华菱超硬华菱超硬CBN氮化硼超硬刀具,CBN氮化硼刀具,耐磨性好精加工效率高,可轻松精加工高硬度淬火件。如有需要,欢迎致电华菱超硬: 15670623393
我们将以最规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值超越契约。
精加工淬硬钢CBN氮化硼刀具/数控车刀






